Introducción
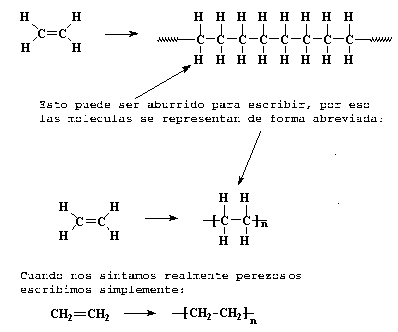
El polietileno es probablemente el polímero que más se ve en la vida diaria. Es el plástico más popular del mundo. Éste es el polímero que hace las bolsas de almacén, los frascos de champú, los juguetes de los niños, e incluso chalecos a prueba de balas. Por ser un material tan versátil, tiene una estructura muy simple, la más simple de todos los polímeros comerciales. Una molécula del polietileno no es nada más que una cadena larga de átomos de carbono, con dos átomos de hidrógeno unidos a cada átomo de carbono. Eso es lo que muestra esquemáticamente la figura de la parte superior de la página, pero puede representarse más fácilmente como en la figura de abajo, sólo con la cadena de átomos de carbono, de miles de átomos de longitud
El polietileno es probablemente el polímero que más se ve en la vida diaria. Es el plástico más popular del mundo. Éste es el polímero que hace las bolsas de almacén, los frascos de champú, los juguetes de los niños, e incluso chalecos a prueba de balas. Por ser un material tan versátil, tiene una estructura muy simple, la más simple de todos los polímeros comerciales. Una molécula del polietileno no es nada más que una cadena larga de átomos de carbono, con dos átomos de hidrógeno unidos a cada átomo de carbono. Eso es lo que muestra esquemáticamente la figura de la parte superior de la página, pero puede representarse más fácilmente como en la figura de abajo, sólo con la cadena de átomos de carbono, de miles de átomos de longitud
En ocasiones es un poco más complicado. A veces algunos de los carbonos, en lugar de tener hidrógenos unidos a ellos, tienen asociadas largas cadenas de polietileno. Esto se llama polietileno ramificado, o de baja densidad, o LDPE. Cuando no hay ramificación, se llama polietileno lineal, o HDPE. El polietileno lineal es mucho más fuerte que el polietileno ramificado, pero el polietileno ramificado es más barato y más fácil de hacer.

El polietileno es un polímero vinílico, obtenido a partir del monómero etileno, llamado también eteno. Cuando polimeriza, las moléculas de etileno se unen por medio de sus dobles enlaces, formando una larga cadena de varios miles de átomos de carbono conteniendo sólo enlaces simples entre sí.
Es un sólido más o menos flexible, según el grosor, ligero y buen aislante eléctrico. Se trata de un material plástico que por sus características y bajo coste se utiliza mucho en envasado, revestimiento de cables y en la fabricación de tuberías. Los objetos fabricados con LDPE se identifican, en el sistema de identificación americano SPI (Society of the Plastics Industry), con el siguiente símbolo en la parte inferior o posterior:

Síntesis
El polietileno lineal, o HDPE, se sintetiza por medio de un procedimiento muy complicado llamado polimerización Ziegler-Natta, mientras que el polietileno ramificado, o LDPE, se hace por medio de una polimerización por radicales libres.
Todo el proceso comienza con una molécula llamada iniciador. Este puede ser por ejemplo el peróxido de benzoilo (parte inferior de la figura) o el 2,2'-azo-bis-isobutirilnitrilo (parte superior de la figura) . Lo que hace especial a estas moléculas, es que poseen la inexplicable habilidad de escindirse de un modo bastante inusual. Cuando lo hacen, el par de electrones del enlace que se rompe, se separa. Esto es extraño, dado que siempre que sea posible, los electrones tienden a estar apareados. Cuando ocurre esta escisión, nos quedamos con dos fragmentos llamados fragmentos de iniciador, provenientes de la molécula original, cada uno con un electrón desapareado. Las moléculas como éstas, con electrones desapareados reciben el nombre de radicales libres.
Sin embargo, estos electrones desapareados no se sentirán cómodos estando aislados y tratarán de aparearse. Si son capaces de encontrar CUALQUIER electrón con cual aparearse, lo harán. El doble enlace carbono-carbono de un monómero vinílico como el etileno, tiene un par electrónico susceptible de ser fácilmente atacado por un radical libre. El electrón desapareado, cuando se acerca al par de electrones, no puede resistir la tentación de robar uno de ellos para aparearse. Este nuevo par electrónico establece un nuevo enlace químico entre el fragmento de iniciador y uno de los carbonos del doble enlace de la molécula de monómero. Este electrón, sin tener dónde ir, se asocia al átomo de carbono que no está unido al fragmento de iniciador. Y usted podrá comprobar que esto nos conduce a la misma situación con la que comenzamos, ya que ahora tendremos un nuevo radical libre cuando este electrón desapareado venga a colocarse sobre ese átomo de carbono. El proceso completo, desde la ruptura de la molécula de iniciador para generar radicales hasta la reacción del radical con una molécula de monómero, recibe el nombre de etapa de iniciación de la polimerización.
Se crea o no, este nuevo radical reacciona con otra molécula de etileno, del mismo modo que lo hizo el fragmento de iniciador. De hecho, como usted puede apreciar, esto no nos lleva a ninguna parte en cuanto al apareamiento de los electrones, ya que cuando esta reacción toma lugar una y otra vez, siempre formamos otro radical.
El proceso de adicionar más y más moléculas de monómero a las cadenas en crecimiento, se denomina propagación.
Puesto que seguimos regenerando el radical, podemos continuar con el agregado de más y más moléculas de etileno y constituir una larga cadena del mismo. Las reacciones como éstas que se auto-perpetúan, son denominadas reacciones en cadena. Por lo tanto, mientras la cadena siga creciendo, ¿a quién le importa que haya unos pocos electrones desapareados?

Lamentablemente, a los electrones sí les importa. Los radicales son inestables y finalmente van a encontrar una forma de aparearse sin general un nuevo radical. Entonces nuestra pequeña reacción en cadena comenzará a detenerse. Esto sucede de varias maneras. La más simple consiste en que se encuentren dos cadenas en crecimiento. Los dos electrones desapareados se unirán para formar un par y se establecerá un nuevo enlace químico que unirá las respectivas cadenas. Esto se llama acoplamiento. El acoplamiento es una de las dos clases principales de reacciones de terminación. La terminación es la tercera y última etapa de una polimerización por crecimiento de cadena. De hecho, iniciación y propagación son las dos primeras.

Otra forma en la que nuestro par electrónico puede concluir la polimerización es por desproporción. Esta es una manera bastante complicada en la cual dos cadenas poliméricas en crecimiento resuelven el problema de sus electrones desapareados. En la desproporción, cuando los extremos de dos cadenas en crecimiento se acercan, el electrón desapareado de una de ellas hace algo extraño. En lugar de unirse al electrón desapareado de la otra cadena, busca un compañero en cualquier parte. Encuentra uno en el enlace carbono-hidrógeno del átomo de carbono vecino al otro carbono radical. De modo que nuestro electrón desapareado no sólo toma uno de los electrones de este enlace, sino también el átomo de hidrógeno. Ahora, nuestra primera cadena no tiene electrones desapareados, el carbono terminal comparte ocho electrones y todo el mundo está contento.

La que no está contenta es la cadena polimérica que pierde su átomo de hidrógeno. No sólo posee ahora un átomo de carbono con un electrón desapareado, ¡sino dos! Pero aunque parece un gran problema, en realidad no lo es tanto. Los dos carbonos radicales, siendo vecinos, pueden unir fácilmente sus electrones desapareados para formar un par y por lo tanto un enlace químico entre ambos átomos de carbono. Como éstos ya compartían un par electrónico, el segundo par creará un enlace doble en un extremo de la cadena polimérica.


A veces, el electrón desapareado en el extremo de la cadena se encuentra tan incómodo, que se aparea con un electrón de un enlace carbono-hidrógeno de otra cadena polimérica. Esto deja un electrón desapareado en el medio de la cadena que no puede formar un doble enlace terminal como el electrón del último ejemplo, pero sí puede y de hecho lo hace, reaccionar con una molécula de monómero, del mismo modo que lo hace el fragmento de iniciador. ¡Esto origina una nueva cadena creciente en la mitad de la primera cadena! Se llama transferencia de cadena al polímero y da lugar a un polímero ramificado. Esta reacción constituye un problema en el polietileno, tan grave que es imposible obtener polietileno lineal no ramificado por polimerización por radicales libres. Estas ramificaciones ejercen un notable efecto en el comportamiento del polietileno.

Propiedades
Propiedades Eléctricas
| |
Constante Dieléctrica @1MHz
|
2,2 - 2,35
|
Factor de Disipación a 1 MHz
|
1 - 10 x 10-4
|
Resistencia Dieléctrica ( kV mm-1 )
|
27
|
Resistividad Superficial ( Ohm/sq )
|
1013
|
Resistividad de Volumen a ^C ( Ohm·cm )
|
1015 - 1018
|
Propiedades Físicas
| |
Absorción de Agua - en 24 horas ( % )
|
<0,015
|
Densidad ( g cm-3 )
|
0,92
|
Índice Refractivo
|
1,51
|
Índice de Oxígeno Límite ( % )
|
17
|
Inflamabilidad
|
Si
|
Resistencia a los Ultra-violetas
|
Aceptable
|
Propiedades Mecánicas
| |
Alargamiento a la Rotura ( % )
|
400
|
Dureza - Rockwell
|
D41 - 46 - Shore
|
Módulo de Tracción ( GPa )
|
0,1 - 0,3
|
Resistencia a la Tracción ( MPa )
|
5 - 25
|
Resistencia al Impacto Izod ( J m-1 )
|
>1000
|
Propiedades Térmicas
| |
Calor Específico ( J K-1 kg-1 )
|
1900
|
Coeficiente de Expansión Térmica ( x10-6 K-1 )
|
100 - 200
|
Conductividad Térmica a 23C ( W m-1 K-1 )
|
0,33
|
Temperatura Máxima de Utilización ( ºC )
|
50-90
|
Temperatura Mínima de Utilización ( ºC )
|
-60
|
Temperatura de Deflección en Caliente - 0.45MPa ( ºC )
|
50
|
Temperatura de Deflección en Caliente - 1.8MPa ( ºC )
|
35
|
Resistencia Química
| |
Ácidos - concentrados
|
Aceptable
|
Ácidos - diluidos
|
Buena
|
Álcalis
|
Buena
|
Alcoholes
|
Buena
|
Cetonas
|
Buena
|
Grasas y Aceites
|
Mala
|
Halógenos
|
Mala
|
Hidrocarburos Aromáticos
|
Mala
|
Propiedades para películas de LDPE
| ||
Alargamiento a la Rotura
|
%
|
100 - 700
|
Factor de Disipación @1 MHz
|
0,0003
| |
Permeabilidad al Agua @25C
|
x10-13 cm2 s-1 Pa-1
|
68
|
Permeabilidad al CO2 @25C
|
x10-13 cm2 s-1 Pa-1
|
9,5
|
Permeabilidad al Hidrógeno @25C
|
x10-13 cm2 s-1 Pa-1
|
7,4
|
Permeabilidad al Nitrógeno @25C
|
x10-13 cm2 s-1 Pa-1
|
0,73
|
Permeabilidad al Oxígeno @25C
|
x10-13 cm2 s-1 Pa-1
|
2,2
|
Resistencia Dieléctrica (25µm grosor)
|
kV mm-1
|
200
|
Resistencia al Desgarro Inicial
|
g µm-1
|
1,2 - 10,3
|
Temperatura de Sellado en Caliente
|
ºC
| |
Aplicaciones
Los polímeros de polietileno de baja densidad (LDPE) utilizados en la industria presentan buenas propiedades mecánicas. Se trata de polímeros con buena procesabilidad y resistencia al impacto, al rasgado y al punzonado. Sus aplicaciones más importantes son:
Podemos encontrar varios tipos de bolsas fabricadas a partir de polietileno de baja densidad.


Entre los elementos para publicidad fabricados con polietileno de baja densidad destacan:

El proceso de fabricación de las bolsas y de los elementos para publicidad es el que podemos ver en la figura adjunta. La película se empuja a través de un troquel a la salida de una extrusora de abertura anular, normalmente vertical, para formar un tubo amurallado delgado. Se introduce el aire por un agujero en el centro del troquel para explotar el tubo como un globo.

Montado encima del troquel, un anillo de aire a gran velocidad se sopla hacia la película caliente para refrescarlo. El tubo de película continúa hacia arriba mientras es refrigerado continuamente, hasta que atraviese los rodillos dónde el tubo se aplana para crear lo conocido como un 'lay-flat' de tubo de película. Este 'lay-flat' se devuelve entonces a la torre de extrusión mediante más rodillos. La película 'lay-flat' se puede guardar como a tal o dividirla para producir dos hojas de película planas y se enrollan en grandes bobinas. Si se guardó como 'lay-flat', el tubo de película es transformando en las bolsas sellando toda la anchura de la película y cortando o perforando para hacer cada bolsa. Esto o se hace en la línea con el proceso de soplado de film o en una fase más tardía. Generalmente, la proporción de la expansión entre el troquel y tubo de película soplado sería 1.5 a 4 veces el diámetro del troquel.
TUBOS, MANGUERAS Y CONDUCTOS
Las tuberías de polietileno de baja densidad están fabricadas con el adecuado porcentaje de negro de carbono que lo protege de la radiación ultravioleta. Las tuberías de uso alimentario están fabricadas según la norma UNE 53231; 53133; 53367. Los diversos diámetros y presiones nominales de trabajo le permiten adaptarse a cualquier proyecto de riego, de agua potable o residual. Encontramos tuberías que soportan entre 4 y 10 atmósferas con un diámetro de entre 20 y 50 mm.



 |
| Esquema estrusión de manguera |
ELEMENTOS DIVERSOS
Entre los elementos diversos podemos encontrar piezas para juguetes, tapas para envases usados en el hogar, envases de alta resistencia usados en laboratorios químicos y biológicos, etc. El proceso de fabricación empleado es una extrusión o inyección seguida de un soplado en un molde. La máquina consiste en un cañón de extrusión normal con un tornillo acoplado para plastificar el polímero. El polímero fundido se lleva a través de un ángulo recto y a través de un troquel para surgir a través del hueco de una tubería de sección normalmente redonda. Cuando el tubo de polímero ha alcanzado una longitud suficiente un molde hueco es cerrado alrededor de él. El molde se ajusta estrechamente en su borde inferior, y de esta manera forma un sello. El tubo de polímero se corta en la parte superior mediante una cuchilla anterior al molde movido, el cual es movido a una segunda posición dónde el aire es soplado en el tubo de polímero para inflarlo a la forma del molde. Después de que un periodo de enfriamiento el molde se abre y el último artículo es evacuado. Para acelerar la producción pueden alimentarse varios moldes idénticos en ciclo por la misma unidad del extrusor. Este proceso se puede realizar de forma análoga mediante un proceso de inyección.
Entre los elementos diversos podemos encontrar piezas para juguetes, tapas para envases usados en el hogar, envases de alta resistencia usados en laboratorios químicos y biológicos, etc. El proceso de fabricación empleado es una extrusión o inyección seguida de un soplado en un molde. La máquina consiste en un cañón de extrusión normal con un tornillo acoplado para plastificar el polímero. El polímero fundido se lleva a través de un ángulo recto y a través de un troquel para surgir a través del hueco de una tubería de sección normalmente redonda. Cuando el tubo de polímero ha alcanzado una longitud suficiente un molde hueco es cerrado alrededor de él. El molde se ajusta estrechamente en su borde inferior, y de esta manera forma un sello. El tubo de polímero se corta en la parte superior mediante una cuchilla anterior al molde movido, el cual es movido a una segunda posición dónde el aire es soplado en el tubo de polímero para inflarlo a la forma del molde. Después de que un periodo de enfriamiento el molde se abre y el último artículo es evacuado. Para acelerar la producción pueden alimentarse varios moldes idénticos en ciclo por la misma unidad del extrusor. Este proceso se puede realizar de forma análoga mediante un proceso de inyección.
AISLAMIENTO PARA CABLES
Los cables encargados de la conducción de la energía eléctrica se recubren con materiales plásticos que les sirven de aislamiento eléctrico y de protección contra la corrosión y los agentes externos (humedad, temperatura, etc.). Otra ventaja de este recubrimiento es que se le puede dar cualquier color, con lo que se puede identificar rápidamente cada conductor gracias a un código de colores reconocido universalmente.


Durante el proceso de recubrimiento del conductor a gran velocidad, el plástico fundido surge de un troquel anular y es arrastrado hacia el alambre de metal por vacío, aplicado dentro del extrusora anular, o cono de fusión.
 |
| Cabezal de extrusión para recubrimiento de cables |
RECUBRIMIENTO DE PELÍCULA
Las películas de LDPE se usan como recubrimiento de acequias y canales de agricultura, para el envasado automático de alimentos y productos industriales (leche, agua, plásticos, etc.) y como base para pañales desechables. En muchos casos el recubrimiento es solamente de 0,01 a 0,05 mm de grosor. Se conocen dos técnicas para realizar este recubrimiento, el método de rodillos (a), donde el recubrimiento del material del polímero se comprime contra el sustrato por medio de rodillos opuestos. En el otro método, el de bisturí (b), un borde afilado controla la cantidad de polímero fundido que se aplica sobre el sustrato. En ambos casos el material de recubrimiento se alimenta mediante un proceso de extrusión con un troquel de rendija.
Las películas de LDPE se usan como recubrimiento de acequias y canales de agricultura, para el envasado automático de alimentos y productos industriales (leche, agua, plásticos, etc.) y como base para pañales desechables. En muchos casos el recubrimiento es solamente de 0,01 a 0,05 mm de grosor. Se conocen dos técnicas para realizar este recubrimiento, el método de rodillos (a), donde el recubrimiento del material del polímero se comprime contra el sustrato por medio de rodillos opuestos. En el otro método, el de bisturí (b), un borde afilado controla la cantidad de polímero fundido que se aplica sobre el sustrato. En ambos casos el material de recubrimiento se alimenta mediante un proceso de extrusión con un troquel de rendija.
 |
| Recubrimiento de película |
Reciclado
El polietileno de baja densidad es un polímero termoplástico, por lo que tiene un elevado potencial de reciclado..
Fuentes:
http://www.eis.uva.es
http://www.pslc.ws
http://www.textoscientificos.com
http://www.goodfellow.com
QUE PORCENTAJE DE RECICLADO SE USA PARA UN PRODUCTO FINAL Y CUANTO DE VIRGEN
ResponderEliminarMira, no te podría dar un porcentaje debido a que depende del tipo de producto, de los requerimientos o propiedades que deba poseer puesto que los materiales reciclados generalmente ven disminuidas sus propiedades mecánicas. También va a depender de la calidad del reciclado.
EliminarSaludos
Me puedes pasar la Bibliografia por favor?
ResponderEliminarHola Sebastián. Si mal no recuerdo, serían…
Eliminarhttp://www.eis.uva.es
http://www.pslc.ws
http://www.textoscientificos.com
http://www.goodfellow.com
Pero creo que me estoy olvidando de alguno.
Saludos
GRACIAS :D
ResponderEliminarhola me guata mucho tu blog! actualmente me encuentro haciendo un Informe Final de Pasantias y aun no encuentro que tipo de ensayos o estudios se le hace a un polietileno reciclado que ha sido peletizado? por favor me podrías ayudar y en que norma me puedo apoyar.. gracias de antemano.
ResponderEliminarHola Shaddai. Me alegro que te haya gustado el blog. Al polietileno reciclado pueden hacerse los mismos ensayos que al material virgen. Fíjate en el siguiente enlace…
Eliminarhttp://tecnologiadelosplasticos.blogspot.com/2011/06/listado-de-ensayos-normalizados.html
Saludos
hola me podrias informar acerca de la ficha tecnica del pebd y de que grado es el utilizado para la elaboracion de bolsas plasticas
ResponderEliminarHola Engels. En general, para elaboración de bolsas plásticas se utilizan polietilenos de bajo MFI (2 o menos). Un ejemplo de hoja de datos podría ser la siguiente…
Eliminarhttp://www.sabic.com/corporate/en/images/Datasheet for Grade HP2022 Series_tcm12-1017.pdf
Saludos
Hola. Estoy trabajando en un depósito en el cual se realiza el calentamiento de un film de polietileno para envolver cajas. Se corta un trozo de polietileno, se envuelve una caja, y se lo introduce en un horno para que por calor se contraiga. Ahora bien necesitaría monitorear la exposición a los vapores a los que se encuentran expuestos los trabajadores durante el calentamiento del film. ¿Cuáles serían los vapores que se generan al calentar el mismo? ¿Ftalatos, cloruro de vinilo? Muchas gracias.
ResponderEliminarHola Federico. No me consta que el polietileno emita vapores tóxicos al ser calentado a una temperatura de contracción. Pero al calentarse a una temperatura más elevada, el polietileno puede descomponerse, emitiendo oligómeros, ceras e hidrocarburos oxigenados, vapores orgánicos, cuya inhalación puede ser peligrosa provocando irritación en ojos, garganta y/o fosas nasales. Generalmente esto sucede al trabajar con el material fundido. Pero puede suceder a temperaturas menores en muy baja concentración. Habría que realizar mediciones de concentración de gases en el ambiente donde se desarrolla la actividad para estar seguro. Te sugiero igualmente que solicites la hoja de seguridad del material al proveedor de film de polietileno.
EliminarSaludos
saben de alguna planta recicladora en mexico que limpie polietileno con restos de dulce de tamarindo? mil gracias
ResponderEliminarHola Víctor. Desconozco de empresas recicladoras en México. Quizás te puedas fijar en el siguiente enlace…
Eliminarhttp://reciclaje-de-polietileno.mexicored.com.mx/
Saludos
Hola. en la actualidad estamos produciendo peletizado de baja densidad a partir de bolsas contaminadas con plaguicidas (clorpirifos), quisiera preguntarte si existe alguna informacion sobre la desnaturalizacion de esta sustancia luego de ser sometida la pelicula a picado, lavado, secado y peletizado con desgacificacion.
ResponderEliminarlo segundo que te queria preguntar es que pruebas de laboratorio debo efectuarle a mi producto final (polietinelo peletizado reciclado de baja densidad) para determinar si es buena o mala calidad.
De antemano te agradezco las respuestas, muchas gracias
Hola Yesid. No tengo información sobre ese plaguicida.
EliminarLos pellets se podrían someter a ensayos organolépticos (olor, puntos negros, aspecto, color), tamaño y forma, MFI, etc. Para verificar si existen restos de plaguicida se podría realizar una cromatografía o espectrometría.
Saludos
podrian informarme si el plastico negro que se usa en construccion y que generalmente se coloca en el subsuelo, es del tipo LDPE
ResponderEliminarGRACIAS DE ANTEMANO
La pregunta anterior es porque tengo un compuesto para desincrustar oxido de fierro en un recipiente cuya codificacion es: aparece un 02 dentro del triangulo y abajo y fuera del triangulo tiene las letras PE-HD.
ResponderEliminarPodra aguantar el plastico LDPE èste compuesto diluido en agua en proporcion 5 a 1?
seran equivalentes o de la misma clasificacion el pe.hd y el ldpe?
gracias
Hola Juan. Estimo que resistirá al desincrustante de óxido de hierro. Presentan una resistencia química similar.
EliminarSaludos
Hola. Quería saber si me podrías pasar links útiles para hacer un trabajo acerca de la fabricación de polietileno de baja densidad, materias primas, maquinarias a utilizar. Desde ya muchas gracias
ResponderEliminarHola Matías. Puedes fijarte en los siguientes enlaces…
Eliminarhttp://www.tvk.hu/repository/615515.pdf
http://www.plasticseurope.org/Documents/Document/20100312112214-FINAL_LDPE_270409-20081215-018-EN-v1.pdf
http://wpage.unina.it/avitabil/testi/PE.pdf
También puedes ver el libro Introduction to Industrial Polyethylene en google libros
Saludos
Hola, me es muy interesante este tema. Quisiera saber el tiempo que llega a durar(años) el polietileno en sistemas de riego por goteo. Pues es una considerable inversión, y me seria interesante saber el tiempo máximo de tener equipo de riego sin roturas ni perdidas.GRACIAS
ResponderEliminarHola Sergio. La duración dependerá de la formulación del polietileno utilizado. Principalmente en cuanto a antioxidante y protector UV (tipo y cantidad). El agregado de estos aditivos encarece el material. El espesor de la tubería también influirá en la duración. Por lo que el tiempo que llega a durar varía de un fabricante a otro. Otro factor que puede afectar la duración es el tipo de clima al cual estará expuesto. Te aconsejo ponerte en contacto con proveedores de tubería para riego para conocer la garantía que puede tener cada uno de sus productos.
EliminarSaludos
Hola Mariano.
ResponderEliminarTengo una duda, creo conocer las propiedades del UHMW y del HMW, pero, al momento de comprar, ya sea grandes o pocas cantidades, ¿Existe alguna forma fácil de diferenciarlos visualmente?, creo importante esto ya que alguna empresa podría eventualmente hacer un "gato por liebre".
Quedo atento a tu respuesta.
Saludos.
Hola Cristian. Es difícil diferenciarlos a simple vista. Comúnmente se requieren de ensayos de laboratorio para su identificación inequívoca.
EliminarSaludos
Hola Cristian, me podrias decir si puedo pintar un caño de polietileno negro y con que pintura. Hoy probe con pintura asfaltica y parece que se adhiere bien. me interesa que quede bien negro, es para un calentador solar-.
ResponderEliminarsaludos.-
Hola Diego. Si ya es un caño negro, para qué pintarlo de negro? Generalmente para calentadores solares se utilizan caños PEX-Al-PEX.
EliminarSaludos
Hola estoy trabajando sobre este plastico, me podrias decir cual es su normatividad?
ResponderEliminarHola Yuliane. Su normativa, en que aspecto?
EliminarSaludos
Hola Mariano, excelente blog! Es la cuarta ocasión que llego al blog porque estoy buscando información acerca de las distintas alternativas para soldar/sellar un sachet de leche fluída. Necesito modernizar el sellado horizontal de una máquina envasadora de sachet, la cual actualmente corta y sella simultáneamente mediante una cinta de nicrom calefaccionada por impulso. Ese sistema resulta ineficaz para aplicaciones de industria alimenticia donde se requiere optimizar los procesos de envasado.
ResponderEliminarMi consulta es: ¿puedo sellar el PEBD mediante una resistencia calefactora permanente a temperatura constante entre los 120 y 204 grados centígrados o solo es posible realizar el sellado por impulso? Lo que busco es lograr una superficie de sellado con mayor ancho y además poder tener control sobre la temperatura aplicada.
Hola Pablo. Me alegro que te haya gustado el blog. Generalmente para envasado de alimentos líquidos se utiliza selladores por impulso. Los sistemas por impulso permiten eliminar o correr el líquido de la zona de sellado antes del calentamiento lo que evita que se queme o se pueda degradar, es decir, primero ejerce presión y luego calienta.
EliminarSaludos
Hola estoy trabajando con uma mescla dos y uno de polietileno de baja (2) y Polietileno de alta (1)... nunca tuvimos problema en la estrusora hasta que la quisimos actualizar un poco y cambiamos los termo reguladores, ahora con los nuevos las zonas las tenemos entre 180°C y 240°C... y me parece que el plastico se esta quemando... porque sale con agujeritos en medio de los fideos del peletizado y ese plastico lo utilizamos en unas injectoras de bloques grandes de plastico... el problema fue cuando notamos que las piezas injectadas estan llenas de burbujas adentro y de Hinchan... si alguien me puede pasar la temperatura exacta o mas menos de fundido del polietileno me haria un favor. desde ya gracias
ResponderEliminarHola. Verifica que la temperatura censada sea correcta. Prueba bajar la temperatura. La el perfil de temperatura para procesar el material dependerá de la máquina utilizada, pero procura que este por debajo de los 240ºC. También ten en cuenta que tanto una temperatura alta como baja del agua de enfriamiento de los pellets puede generar burbujas.
EliminarSaludos
Hola mariano muy buena tu pagina y en verdad se aprende mucho.
ResponderEliminaryo estoy empezando a trabajar con polietilenos y me gustaria que me dieras informacion de cual es el polietileno que no necesita tanto calor y se funde con agua estoy trabajando en una serie de ensayos para tener un conocimiento mucho mas amplio gracias por cualquier informacion que me pueda dar
Hola mariano muy buena tu pagina y en verdad se aprende mucho.
ResponderEliminaryo estoy empezando a trabajar con polietilenos y me gustaria que me dieras informacion de cual es el polietileno que no necesita tanto calor y se funde con agua estoy trabajando en una serie de ensayos para tener un conocimiento mucho mas amplio gracias por cualquier informacion que me pueda dar
Hola Carlos. Me alegro que te haya servido el blog. Algunos polietilenos de ultra bajo peso molecular presentan un bajo punto de fusión. También se los denomina ceras de polietileno.
EliminarSaludos
hola, me gusto mucho este blog, excelente información. no sabes cual es la normatividad regulatoria que debe seguir una empresa para la creacion del polietileno de baja densidad.
ResponderEliminarHola José. Me alegro que te haya gustado el blog. Las normas que regulan la actividad dependerán de cada país. Pueden variar también en función del proceso y finalidad que tendrá el plástico (por ejemplo, si se destinará a la fabricación de envases para alimentos). Generalmente esto puede comprender legislación de plásticos en contacto con alimentos, protocolos de higiene e impacto ambiental, normas sanitarias, permisos y habilitaciones, etc. Se puede exigir la implementación de un sistema de gestión de calidad y buenas prácticas de fabricación. Por ejemplo en el siguiente enlace puedes ver un reglamento técnico sobre las sustancias empleadas en la fabricación de resinas sintéticas…
Eliminarhttp://www.sice.oas.org/trade/mrcsrs/resolutions/RES_002-2012_ES.pdf
Existen más resoluciones en el siguiente enlace…
http://www.sice.oas.org/trade/mrcsrs/resolutions/indice.asp
Saludos
Hola Mariano, excelente blog. Tengo una duda, estoy comenzando a extruir perfiles de plástico (esquineros para el embalaje), sin embargo con una mezcla de PP y LDPE aun sale muy quebradizo mi producto final, sabes si a mayor % de LDPE podría resultar con una mayore resistencia al rompimiento? o tendrás infromación sobr el proceso de extrusión de este tipo de producto
ResponderEliminar-gracias
Hola Jesús. Me alegro de que te haya gustado el blog. Existe cierta incompatibilidad entre ambos polímeros lo que provoca bajas propiedades mecánicas de las mezclas. Puedes probar con el agregado de algún agente compatibilizante como, por ejemplo, un copolímero de etileno-propileno. Es importante utilizar un extrusor con un tornillo con zona de mezclado o doble tornillo.
EliminarSaludos
Muchas gracias por tu pronta respuesta, estoy utilizando el PE y LDPE de materiales recuperados, que copolímero de etileno-propileno me recomienda utilizar? podría ser también recuperado?
EliminarDuPont comercializa Nordel, que podría ser utilizado como compatibilizante. Es un EPDM. Supongo que puedes probar con un copolímero de etileno y propileno recuperado y evaluar las propiedades obtenidas en el material.
EliminarSaludos
hola, disculpa quiero disolver LDPE, pero no se que tanto le afecte el benceno o xileno, cual es el mas recomendable para no afectar al polímero y que no se haga polvo.
ResponderEliminarGracias y saludos.
Se puede utilizar xileno para disolver el polietileno. La solubilidad se incremente con la temperatura (aprox. 70°C). Otros solventes puedes ser el triclorobenceno y el decahidronaftaleno
EliminarSaludos
Muy buena información, tengo algunas dudas. ¿Donde puedo encontrar una tabla o referencias para determinar la tasa de transmisión de oxigeno en films de PEBD y BOPP? Uso estos films para empacado de vegetales IV gama, de igual manera utilizamos diferentes calibres o micrajes en estos fims, utilizo el empacado en atmósferas modificadas.
ResponderEliminarHola Isaac. Tal vez puedas solicitárselo a tu proveedor. También puedes fijarte en el siguiente enlace…
Eliminarhttp://pbfy.com/shop/glossary/
Saludos
Hola no se si me pudieras ayudar para saber que material se requiere para la elaboración De bolsas plásticas conocidas Comó polipapel y Poliseda
ResponderEliminarHola no se si me pudieras ayudar para saber que material se requiere para la elaboración De bolsas plásticas conocidas Comó polipapel y Poliseda
ResponderEliminarHola Ichel. Generalmente se denomina polipapel a la lámina de papel que es tratada con plástico para hacerla impermeable a sustancias líquidas. Se puede tratar de un laminado con polietileno de baja densidad, pero puede variar. La poliseda sería poliéster. Pero la verdad que en muchas ocasiones las personas denominan polipapel y poliseda a otros tipos de materiales plásticos. Incluso empresas utilizan esos términos para otros productos
EliminarSaludos
Este comentario ha sido eliminado por el autor.
ResponderEliminarexcelente conocimiento amigo, se nota la dedicacion, te cuento. estamos comenzando una empresa familiar de bolsas de alta y baja densidad para alimentos. Tenemos algunos problemas con el sellado de las bolsas hemos ajustado temperatura y presion del cabezal de sellado y seguimos con los mismos problemas, ocupamos una mezcla de 25 kg de ldpe 5 kg de lldpe (lineal) 0,9 kg de master blanco Tienes algun consejo que podamos seguir para corregir los problms en el sellado. Otra consulta que queria hacerte es como mejorar la transparencia y brillo de bolsas de ldpe ocupamos la misma composision anterior solo que sin el master blanco. saludos
ResponderEliminarHola. Generalmente el LLDPE crea mayor opacidad en el film y puede llegar a ser más difícil el sellado. Para mejorar el sellado se puede adicionar polisobuteno o EVA en la composición del film. Las condiciones de procesamiento también pueden tener influencia en el brillo y transparencia de la película como, por ejemplo, una baja temperatura de en el tornillo y el cabezal. Asimismo puede ser producto de una alta temperatura en el enfriamiento (aumentar el flujo o disminuir la temperatura del aire).
EliminarSaludos
Hola, soy estudiante del ITCelaya y trabajo en un proyecto sobre mejora. El problema que tengo es que usamos polietileno de baja densidad para producir bolsas y nuestro proveedor nos vende producto con agua, y nos es muy difícil de cambiar de proveedor. Quisiera saber si tienes una forma conocida para retirar el exceso de agua pues al hacer el proceso de peletizado la fundición resultante es mas líquida y genera presión de gas en la máquina por el agua contenida en la materia. Conoce usted algún tipo de aditivo que reseque la mezcla para que no genere tanto vapor o sabe usted de algún procedimiento que pueda ayudarme poes actualmente los separamos y los ponemos a secar al aire libre lo cual resulta tardado y costos.
ResponderEliminarsi alguien mas tiene ayuda les dejo mi correo, soy Jose Luis Cisneros- este es mi correo 14031153@itcelaya.edu.mx
Gracias
Hola José. Bueno, se debería secar el material antes de procesarlo. Es conveniente el uso de un secador. Esto puede ser una estufa o una tolva de secado. El secado al aire libre es muy lento, poco fiable y está sujeto a las inclemencias meteorológicas. Existen aditivos secantes basados en óxido de calcio, pero solo secuestraran el agua en un bajo porcentaje y se debe tener en cuenta que el uso del mismo también puede modificar las propiedades del plástico.
EliminarSaludos
Hola. Sabrás cual es el peso del LDPE? Es decir, cuantos kilos pesa un metro cubico. Saludos!
ResponderEliminarHola. Sabrás cual es el peso del LDPE? Es decir, cuantos kilos pesa un metro cubico. Saludos!
ResponderEliminarHola. Bueno, conociendo la densidad del material se puede calcular el peso de un determinado volumen del mismo, sabiendo que la densidad es igual a la masa sobre volumen. Si la densidad del LDPE es de 0.92g/cm3, entonces un metro cúbico pesa 920Kg
EliminarSaludos
Hola Mariano, exelente tu pagina, solo queria saber cuales son las fluencias normales de los polietilenos recuperados tanto de alta como de baja densidad. gracias
ResponderEliminarHola Juan. Bueno, dependerá del tipo o grado del polietileno de partida. Es decir, que las propiedades de un polietileno pueden variar en función de si el material es de inyección, film, soplado, rotomoldeo, etc.
EliminarSaludos
hola Mariano, gracias por la oportunidad, soy de Peru, consulta me ofrecido un lote muy grande de polietileno de baja, marca braskem EB853, quiero soplar frascos tipo dispensadores, me sirve este material, gracias por tu respuesta.
ResponderEliminarHola. Ese material es para fabricación de películas. Puede suceder que no tenga las propiedades requeridas por el producto. Debes consultar a la empresa Braskem al respecto
EliminarSaludos
Hola Mariano buenas tardes:
ResponderEliminarme gustaria saber porque una pieza inyectada con polietileno de baja densidad se me esta rompiendo por la linea de union de flujo. al sumergirlo en alcohol. segun la ficha tecnica todos lo polietilenos son compatibles o resistentes al alcohol. mucho te agradeceria por tus comentarios
Hola Francisco. Las líneas de unión de flujo pueden presentar propiedades inferiores. Puedes probar aumentar la temperatura del material y la presión de inyección. También una adecuada ubicación de la entrada del material a la cavidad del molde como mejor ventilación son formas de evitar este defecto.
EliminarSaludos
Hola me gusta mucho tu blog, quisiera saber, algunos consejos de proceso para fabricar tubería de Polietileno de alta densidad para uso de agua gas y conducción eléctrica (qué proceso o cuál es la receta para hacer una tubería económica y de calidad ) y para manguera de riego (tipo de mezcla que debo hacer ? Baja densidad con reciclado ? ) me podrías asesorar. Saludos desde México
ResponderEliminarHola Chavavo. No dispongo de una receta. Lo que te podría decir es que resulta de vital importancia tanto la materia prima como la maquinaria utilizada. Incluso entre el material reciclado resulta importante su calidad (presencia de geles, contaminantes, degradación térmica, etc.). A menudo por comprar una extrusora de bajo costo, luego se paga con productividad y tiempos de línea parada. Dependiendo del país pueden existir normas y regulaciones respecto de las características y propiedades que deben presentar los tubos. Por lo que te deberías informar al respecto en algún organismo gubernamental.
EliminarSaludos
Hola Mariano buenos dias, queria saber donde puedo conseguir mas informacion sobre la resistencia quimica del polietileno de baja densidad, ya que lo que esta aqui es mas bien general. Es para saber que compuestos puedo almacenar (o producir) en un tanque de polietileno de baja densidad, sin que este se deteriore, se "ensanche" o cualquier otra cosa. Gracias!
ResponderEliminarHola. Puedes fijarte en los siguientes enlaces…
Eliminarhttp://www.cipax.se/MediaBinaryLoader.axd?MediaArchive_FileID=e859ad27-4436-4afd-adb3-83ddf6af301a
http://www.cdf1.com/technical%20bulletins/Polyethylene_Chemical_Resistance_Chart.pdf
https://www.newpig.com/wcsstore/NewPigUKCatalogAssetStore/Attachment/documents/ccg/LDPE.pdf
Igualmente deberías solicitar esa información al proveedor del tanque puesto que las propiedades pueden variar un poco en función del grado de polietileno utilizado en su fabricación.
Saludos
Este comentario ha sido eliminado por el autor.
ResponderEliminarHola Mariano buenas tardes, me podrias decir donde puedo encontrar la historia del PEDB Y PEAD?
ResponderEliminarHola Mariano buenas tardes, me podrias decir donde puedo encontrar la historia del PEDB Y PEAD?
ResponderEliminarHola Rubi. Puedes encontrar algo sobre el desarrollo del polietileno en el siguiente artículo del blog…
Eliminarhttp://tecnologiadelosplasticos.blogspot.com.ar/2012/07/polietileno-pe.html
Saludos
HOLA MARIANO
ResponderEliminarQUIERO PREGUNTARTE QUE POLIETILENO ES MEJOR PARA HACER CONCENTRADOS DE COLOR (MASTERBATCH) PUES NO QUIERO QUE EL MASTERBACTH AUMENTE LA DUREZA, POSTERIORMENTE, AL SER AGREGADO A OTRO POLÍMERO PARA PIGMENTAR, COMO EL SBS.
SALUDOS
Hola Cristian. Podrías probar con LDPE. Es bastante utilizado en masterbatch. Para una mejor compatibilidad es recomendable que la resina base del masterbatch sea la misma que el polímero a colorear o usar una base universal. Esta última puede ser EVA o SBS, que presentan buen desempeño con una amplia cantidad de plásticos. Pero indefectiblemente los pigmentos siempre tendrán mayor o menor influencia en las propiedades de los plásticos, dependiendo del tipo y cantidad. Generalmente como se agrega poca cantidad no es muy notorio; mas al agregar grandes cantidades de pigmento son notables los cambios en las propiedades del plástico.
EliminarSaludos
HOLA MARIANO! estoy haciendo una investigacion sobre la fabricacion de tanques de almacenamiento de agua con LDPE virgen y reciclado, en proporciones de 80virgen y 20 reciclado, donde puedo conseguir informacion de trabajos relacionados para los antecedentes
ResponderEliminarHola Andy. Posiblemente se podría fabricar un tanque por rotomoldeo de dos capas. Una externa de material reciclado y una interna de material virgen, que estará en contacto con el agua. Pero no sabría decirte de algún trabajo relacionado que use LDPE. Generalmente se emplea HDPE o LLDPE
EliminarSaludos
Hola Mariano. Estoy haciendo una investigación acerca de emisiones al aire de este tipo de industrias, Tú sabes en que parte del proceso productivo ocurren las emisiones al aire? Gracias:D
ResponderEliminarHola Diana. Existen emisiones durante el proceso de obtención del polímero (polimerización), la elaboración de compuestos (mezcla del polímero con aditivos, colorantes, cargas) y el moldeo de los productos plásticos, como así también durante el proceso de reciclado. En el proceso de polimerización puede ser monómero no reaccionado y en el resto, volátiles que se liberan por fusión de la resina (extrusión, inyección, etc.)
EliminarSaludos
Necesito Ayuda. La Sintesis Es Demaciado Larga y Quiero Que Valla Al Grano. ¿Como se Origina este plastico? (voy a la secundaria y necesito un resumen no puedo escribir todo eso y hay muchas palabras que no entiendo)
ResponderEliminarHola. Firentsu. Supongo que puedes utilizar la cuarta imagen del artículo y el párrafo precedente a la misma
EliminarSaludos
Hola Mariano, te felicito por el blog, muy completo y muy especifico.
ResponderEliminarTe queria consultar, ya que estoy empezando un proyecto de reciclaje de PEBD y resulta que muchas bolsas me llegan con scotch o etiquetas, y al momento de filtrar, el material termina contaminado, siempre pasa algo.
Lo que tengo que hacer es cortar el pedazo de scotch manualmente, antes de filtrar, lo que resulta muy lento. Conoces algun metodo mas eficiente para hacer esto? Quizas disolver el scotch con algun producto, Gracias
Hola. Pienso que tratarlo con algún solvente podría ser mucho más costoso, además de todas las consideraciones ambientales y de manejo que se deberían tomar. Me inclinaría más a solicitar al proveedor la previa clasificación del material, evitar el uso de cinta adhesiva u otra medida tendiente a facilitar el reciclado del material.
EliminarSaludos
Buen Día Mariano.
ResponderEliminarExcelente información.
Pregunta técnica:
Cubetas de 19 lts de plástico de baja densidad pueden ser usadas para envasar impermeabilizante?
Gracias.
Saludos.
Hola Fernando. Gracias. Dependerá de la composición del impermeabilizante. Se debe evaluar si contiene sustancias que afecten al polietileno y posible permeabilidad del envase a largo plazo.
EliminarSaludos
buenos dias, disculpa, ¿cual es la formula molecular del pedb? y ¿es la misma que el pead? en caso de que no sea asi, ¿cual es la formula del pead?
ResponderEliminarHola. La fórmula molecular sería la misma para ambos polímeros -(CH2-CH2)n-. Varían en la estructura química, cantidad de ramificaciones en el polímero
EliminarSaludos
Hola Mariano, muy interesante el blog. Una pregunta, en mi empresa farmacéutica tenemos un producto que tiene catalasa (una enzima que cataliza la descomposición del H2O2). El producto se envasa en ampollas de plástico LDPE. Hemos observado que la actividad de la catalasa decrece cuanto más tiempo está el producto en contacto con el polietileno. ¿Es posible que la catalasa esté actuando en impurezas del polietileno como el peróxido de benzoilo?¿Hay otro LDPE que se pueda utilizar que no tenga esa impureza?
ResponderEliminarHola Berinho. Me alegro de que te haya gustado el blog. El peróxido de benzoílo se emplea como agente de reticulación en polietileno reticulado, pero no sabría decirte si restos de este sea lo que afecta a la catalasa. Se podría probar un polietileno con otro sistema de reticulación. También se debería tener en cuenta la permeabilidad del material
EliminarSaludos
Buen día trabajo en la construcción de un túnel con resistencias eléctrica a través de la cual pasaran botellones de agua de veinte litros. A cada botellón le ponemos una tapa de LDPE que se la coloca a presión sin embargo por el constante goteo del botellón al transportarse queremos que el calor haga contraer la tapa a la boca de la botella. ¿ Cuál debería ser la temperatura del túnel para que la tapa se contraiga, tomando en cuenta que solo pasará por el túnel unos breves segundos?
ResponderEliminarHola. El plástico es mal conductor del calor, por lo que si es una tapa de cierto espesor tardará bastante tiempo en alcanzar todo el material una determinada temperatura. Aún así no te podría garantizar que se vaya a contraer. Distinto es, por ejemplo, un film termocontraible que es delgado, y en su fabricación lleva un proceso de estirado para que luego se contraiga al ser calentado. También hay que tomar en consideración que el pico de la botella se puede dilatar con el calor y luego contraerse a temperatura ambiente
EliminarSaludos
a que temperatura se obtiene un sellado perfecto con un film de polietileno de baja densidad calibre 300 = .003". muechas gracias de antemano.
ResponderEliminarsaludos
Hay muchas variables involucradas en sellar una película además del espesor como ser composición (polímero y aditivos), la presión y el tiempo de mantenimiento de esta presión, la transferencia de calor e incluso el tipo de mecanismo de sellado. Lo ideal es consultar al fabricante del film para determinar la temperatura óptima de sellado. En muchos casos los fabricantes de film pueden adicionar diferentes tipos de polietilenos (ej.: LLDPE o copolímeros de alfa-olefinas) para mejorar las propiedades y procesabilidad. Si este dato no es suministrado por el fabricante/proveedor, se deberá probar diferentes temperaturas hasta lograr la más apropiada.
EliminarSaludos
Buenas Tardes Mariano, primero que nada muy interesante el blog. Me quiero iniciar en este negocio, quisiera saber si me puedes ayudar con una formula para calculo de peso de un rollo. Por ejemplo: Si lo requieren de 915 m. de largo por 1.20m. de ancho con calibre 100. Como hago el calculo del peso? Que formula seria? PAra asi yo poder cotizar a mis clientes. Saludos,
ResponderEliminarHola. Bueno, se podría calcular el volumen multiplicando largo x ancho x espesor (deben estar en la misma unidad. Ej.: cm). Luego se multiplica por la densidad
EliminarSaludos
Mariano, Buen dia.
ResponderEliminarQueremos fabricar bolsas de LDPE para productos congelados, la pregunta seria que mezcla de materias primas se pueden utilizar y que % para obtener los mejores resultados para largos periodos de congelacion en un calibre 2.50 MIL = 250 Gauge.
Gracias y Saludos.
Mariano, Buen dia.
ResponderEliminarQueremos fabricar una bolsa de LDPE sello de fondo para productos congelados, nos recomendaron utilizar la siguiente mezcla Resina Polietileno de Alto peso molecular 86%, LLDPE (Buteno) 10%,Ultra baja Densidad (Attene) 4% , para una pelicula 250 gauge, pero tenemos problemas de rompimiento en las costados, que nos pudieras recomendar para darle mayor resistencia a la ruptura del plastico?
Gracias y Saludos.
Hola Josue. No dispongo de formulaciones para film para alimentos congelados. El rompimiento de la película es a baja temperatura? Por rasgado, impacto? Qué tipo de alto peso molecular empleas? Puedes probar polietileno Elite de Dow
EliminarSaludos
Gracias por tu pronta respuesta, es al impacto ya que la bolsa lleva 20 kg de contenido si lo dejas caer a una altura de 80-90 cms se abre la pelicula.
EliminarEl alto peso molecular es el LDF0025 de Braskem Idesa.
Hoy cambiamos de la mezcla de buteno a octeno y mejoro circunstancialmente pero seguimos probando.
Voy a revisar las propiedades de la resina Elite que me comentas.
Gracias.
HOLA MARIANO.
ResponderEliminarQUE PORCENTAJE DE HUMEDAD PUEDE QUITAR UN DESGASIFICADOR DE UNA PELETIZADORA, PARA GARANTIZAR UN PRODUCTO DE CALIDAD?
CON LA PREGUNTA ANTERIOR. TENGO PROBLEMAS CON LA HUMEDAD DEL MAETRIAL Y NECESITO GARANTIZAR UN PRODUCTO OPTIMO.
EliminarHola Luis. La eliminación de gases dependerá del sistema desgasificador de la extrusora (ubicación, diseño del tronillo, vacío aplicado). También dependerá de la composición del plástico. Aunque el LDPE no es higroscópico puede contener aditivos que sí absorben humedad. Es conveniente secar el material antes de la extrusión.
EliminarSaludos
hola, muy buen blog. muy interesante.
ResponderEliminarLe escribo desde venezuela, aca compro materia prima LDPE a una empresa que venezolana, en este momento no tiene materia prima, por lo tanto estoy buscando materia prima, en mexico he visto bastante material, el problema que tengo es que conozco la referencia de aca pero no la de mexico, existira una especie de tabla que refleje los diferentes tipos de LDPE y HDPE.
aca para hacer bolsa utilizamos las siguientes referencias:
LDPE venelene 3003, 0348, 0240
HDPE 7000F
pero no se como buscarlas en mexico.
si me podria ayudar con esto le agradeceria!!!
Hola. Me alegro de que te haya gustado el blog. Debes comparar las hojas de datos del producto. Puedes enviar esta información a proveedores mexicanos para que te recomienden cuáles de sus productos cumplen con dichas especificaciones
EliminarSaludos
Hola buen dia, ojala me puedas ayudar.
ResponderEliminarDonde encuentro mas información acerca de las propiedades termicas del LDPE?
O como puedo saber el tiempo de termoencogido en un tunel de embalaje de este material
Saludos.
Hola Juan. La temperatura y tiempo óptimos puede variar dependiendo de la formulación del material y el espesor del film. Lo ideal sería contactar al fabricante/proveedor al respecto. La transferencia de calor del horno al film plástico es otra variable a tener en cuenta
EliminarSaludos
hola buuenas tardes tenego un problema con la formulacion de polietileno ya que utilizo el volumen podrias ayudarme con una formulación????
ResponderEliminarHola. No dispongo de formulaciones. Puedes buscar en Google patentes como, por ejemplo…
Eliminarhttps://patents.google.com/patent/US4705829
Saludos
el polietileno de baja densidad no contiene halógenos?
ResponderEliminarNo, no contiene halógenos
Eliminarbuenas tardes amigo excelente blog,trabajo en una recuperadora de plasticos y estamos teniendo problemas con la maquina ya que al momento de cambiar filtros hace explosiones el plastico y lo estamos trabajando a una temperatura de 160 - 185 °c quisiera saber si el problema es temperatura muy altas
ResponderEliminarel material es polietileno de baja densidad
ResponderEliminarHola. Podría ser humedad, suciedad o contaminación
EliminarSaludos
HOLA AMIGO MARIANO UN GUSTO SALUDARLE BUEN BLOG AYUDEME COMO PUEDO CALCULAR CUANTAS FUNDAS ME SALEN EN 1000KLOS
ResponderEliminarX FAVOR DIOS TE BENDIGA Y ME GUSTARIA TAMBIEN SABER DE ALGUNA DIRECCION PARA APRENDER A EXTREUIR PLASTICOS
Hola. Bueno, dependerá del tamaño de cada funda. Deberías pesar una funda para saber cuantas saldrán. No sé de donde eres. Te podría recomendar sobre cursos acá en Argentina en la CAIP, INTI plásticos o en la UOyEP. Creo que la CAIP tiene cursos con modalidad online
EliminarSaludos
disculpa mariano quisiera preguntarte ¿si acaso no conocieras alguna página donde pudiera encontrar el porcentaje de reciclaje o algo cercano?
ResponderEliminarHola. Puedes averiguar en Cairplas o CAIP
EliminarSaludos
Mariano Cordial saludo,
ResponderEliminarTe felicito por el gran conocimiento que manejas del tema, me gustaría importar LDPE/LLDPE/HDPE/PP e tratado con varias empresas y muchas son fake, alguna recomendación de proveedores que manejen buenos precios y buena calidad.
Muchas gracias.
Hola Jonatan. Puedes buscar en quiminet…
Eliminarhttps://www.quiminet.com/productos/polietileno-de-alta-densidad-26580313/proveedores.htm
Saludos
Buenas tardes, quisiera saber que efecto tendría en una lámina si uno se equivoca en la formulación a utilizar, o se si en vez de 5% de lineal se le carga 10%.
ResponderEliminarHola Rokc. Una formulación distinta, variará las propiedades mecánicas de la película. Un mayor contenido de lineal, de 5 a 10%, puede mejorar la elasticidad y resistencia al desgarro de la película
Eliminarbuen día mariano, trabajo extrucion con pead , la cuestión es que en ocaciones las piezas salen quebradizas , a que se puede deber esta situación?
ResponderEliminarHola Talivan. Podría tratarse de degradación térmica del material
EliminarHola Buenos dias, Estoy desarrollando una funda trilaminada con Poliester Transparente / Poliester metalizado y Polietileno de Baja Densidad como capa interna sellante, pero necesito mejorar la resistencia del sellado ya que con la mezcla que actualmeten uso no tiene mucha resistencia (50%LDPE+50%LLDPE) que me recomienda hacer para mejorar la resistencia del sellado?
ResponderEliminarHola Israel. Bueno, el problema puede ser la falta de compatibilidad entre el PET y el polietileno. En film multicapas comúnmente se utilizan copolímeros de etileno-ácido acrílico como capa intermedia para que se una el PE y el PET. También se podría probar con EVA con alto contenido de vinil acetato.
EliminarSaludos
Buenas tardes Mariano
ResponderEliminarTe queria hacer una consulta tecnica, resulta que estoy viendo la posibilidad de comprar una maquina extrusora para fabricar mangas 2 mts de ancho LDPE, en un espesor por capa de 200 micrones.
Me ofrecen una maquina con un motor de 45 kw, tornillo de 90 mm y tira aprox. 130 kg/hr, dado de 500 mm, sera posible fabricar esa manga de ese espesor con la capacidad de esta maquina?
Agradeceria mucho tu respuesta
Hola Antonio. Parece chico el motor, pero dependerá de las características del mismo. Igualmente antes de la compra de una máquina siempre se la debe probar primero y verificar su funcionamiento y que te permita obtener el producto que requieres
EliminarComo puedo cotizar polietileno de baja densidad y polietileno de alta densidad virgen
ResponderEliminarcon cual factor calibre? y si cada uno debe tener un factor calibre distinto
Hola. No entiendo la pregunta
EliminarSaludos
Buen dia Mariano
ResponderEliminarCual serian los beneficios de medir la densidad al polietileno twnto virgen como reciclado? Ya sea HDPE,LLDPE o LDPE
Hola. La densidad está asociada al ordenamiento de las moléculas del polímero, y esto tendrá influencia en las propiedades del material. En ciertos casos, el rango de densidades apropiadas para una aplicación dada es bastante pequeña.
Eliminarhola me encanto toda la información que das a conocer y me ayudaste bastante solo quisiera saber si este tipo de plástico es usado también para envasar el yogurt gloria o es diferente... si lo es por favor me podrías dejar la pagina para investigar mas.
ResponderEliminarMuchas gracias
Hola Shesha. No conozco ese yogur como para decirte de qué plástico es el envase. Deberías fijarte. Supongo que debe decir en alguna parte del envase el tipo de plástico
Eliminarhttps://tecnologiadelosplasticos.blogspot.com/2011/03/codigos-de-los-plasticos.html
Generalmente los plásticos más empleados para envasado de yogur son HDPE (botellas), HIPS (vasos o potes), LDPE (sachets). En ciertos casos, los sachets pueden estar compuestos de un film multicapas de distintos plásticos
HOLA BUENAS TARDES VOY A FABRICAR UNA BOBINA DE POLIETILENO DE BAJA EN USO PESADO PARA SER USADA COMO EMPAQUE CONTRAIBLE DE BOTELLAS DE AGUA DE MESA PERO COMO VEO LA CONTRACCION DE ESTA LAMINA
ResponderEliminarHola Iván. No se entiende bien la pregunta. Si te refieres a ensayos para verificar la contracción del film, te puedes basar en la norma ASTM 2732
EliminarPor favor alguien me puede ayudar a decirme cómo pudo escoger el tipo de cabezal para fabricar bobinas con polietileno de baja termoencogible
ResponderEliminarHola. Lo que se debe ajustar es la orientación del film mediante la relación de soplado, que es lo que luego va a dar las características de encogimiento al material
EliminarBuenas tsrdes gracias por las repuestas amigo mariano. Otra consulta en el caso de los polietilenos termoencogibles hay alguna manera de ver el porcentaje de encogimiento sacando una probeta de 10cm x 10cm pero me dicen que se hace en aguar hirviendo. ¿Me podrias explicar el procedimiento de como hacerlo por favor?
ResponderEliminarHola Iván. En la norma ASTM D2732 se establecen las condiciones del ensayo para determinar la contracción del film. Se puede utilizar un baño termoregulable de aceite, polietilenglicol o glicerina. Con agua también, pero no se puede elevar la temperatura más de 100°C
EliminarSaludos
Hola Walter. Normalmente el LDPE se procesa a 160-220ºC. Si el tiempo de residencia del material en el cañón es excesivo también se puede degradar
ResponderEliminarSaludos
HOLA MARIANO EXCELENTE BLOG!!!
ResponderEliminarQUISIERA PREGUNTARTE DONDE PUEDO CONSEGUIR LAS FICHAS TECNICAS DE LOS SIGUIENTES:
LDPE
HDPE
LLDPE
CARBONATO MASTERBATCH
MUCHAS GRACIAS DE ANTEMANO
Hola. Buscá en www.matweb.com
EliminarQuiero hacerte una pregunta las temperaturas de para fundir la baja densidad cual y las de alta densidad
EliminarHola. El punto de fusión del LDPE es entre 105 y 115°C y el HDPE 120-130°C aproximadamente
EliminarBuenas noches amigo Mariano una consulta ya que se está hablando mucho de las prohibiciones del plástico, los polietilenos biodegradables y compostables se pueden extruir en una extrusora de polietileno sintético. Ya que estos bioplásticos se trabajan a temperaturas bajas.
ResponderEliminarHola Iván. El polietileno no es biodegradable. En ocasiones se lo mezcla con almidón. El cual sí es biodegradable, ocasionando que parte del producto se degrade. También existen aditivos degradantes que se agregan al polietileno para hacer que se degrade más rápido. Existe cierta controversia sobre estos aditivos puesto que partículas de polietileno permanecen en el ambiente.
EliminarNormalmente se puede procesar el material en la misma maquinaria. Se puede variar la temperatura de la extrusora para ajustarla al procesamiento de los diferentes plásticos
Este comentario ha sido eliminado por el autor.
ResponderEliminarHola Mariano,
ResponderEliminarmuy interesante la información del blog.
Quiero consultarle sobre las propiedades térmicas de la película de Polietileno cuando este es orientado en una unidad MDO. Qué suceden con ellas? Según yo no deberían modificarse pero quizás sufren algún cambio como las propiedades mecánicas.
De antemano gracias y espero su respuesta.
Saludos!
Hola. Al orientarse el film plástico mejora en gran medida las propiedades como el módulo, la barrera, resistencia y la óptica.
EliminarHola Mariano,
ResponderEliminargracias por la respuesta. Exacto, al orientar un film básicamente mejoran las propiedades mecánicas, de barrera y las ópticas (especialmente el brillo). Mi duda era respecto a las propiedades térmicas, estas cambian? Pregunto esto porque quiero orientar un film en una unidad MDO hasta un 500% y con ese material, laminarlo con otro PE para finalmente confeccionarlo como un stand up pouch. Hice algunas pruebas pero el sellado en la confeccionadora de SUP sale horrible y por eso creí que las propiedades térmicas se modificaron al orientarlo. O me aconsejas cambiar la receta del PE a uno que tenga más carga de Metaloceno, por ejemplo? Saludos!
El film orientado tiende a contraerse al aplicarle calor. Lo que tendrá influencia al aplicarle una fuente de calor durante el laminado (con calor), termosellado, autoclave, envasado en caliente, etc., generando deformaciones. La capa barrera no debe ser afectada por la temperatura de sellado, por lo que se debería emplear otro plástico, que además tenga mejores propiedades en este aspecto. Normalmente el PE en los pouches cumple más una función de sellabilidad, luego otros materiales como PET, PA, Al cumplen la función estructural y barrera del envase. También se emplea PP no orientado
EliminarHola Mariano,
Eliminargracias por la respuesta.
Uno de los objetivos en fabricar un pouch 100% Polietileno es precisamente eliminar los materiales que menciona como PET, PA u otros para así mejorar la reciclabilidad del envase. Muchas compañías de alimentos se pusieron por objetivo adquirir envases 100% reciclables para el 2025 y fue por eso que se generó mi inquietud.
Intentaré cambiar la receta del PE que estoy utilizando y le comentaré cómo me va. Si tiene alguna sugerencia me avisa por favor.
Saludos!
Entiendo. Podés fijarte el siguiente artículo…
Eliminarhttps://www.borealisgroup.com/news/borstar-based-full-pe-laminate-solution-improves-recyclability-of-flexible-packaging-materials
Tal vez puedas conseguir asesoramiento de ellos
Este comentario ha sido eliminado por el autor.
ResponderEliminarExiste alguna formula para poder determinar de acuerdo a los micrones de espesor cuantos kilos resistiría una determinada bolsa.
ResponderEliminarHola. La resistencia dependerá no solo del espesor del film sino también de los parámetros de procesamiento y de la composición del polietileno. Sería difícil establecer una fórmula matemática general. Pero puede haber datos experimentales. Podés fijarte en el siguiente artículo…
Eliminarhttps://www.researchgate.net/publication/258206692_Influence_of_Low-density_Polyethylene_Blown_Film_Thickness_on_the_Mechanical_Properties_and_Fracture_Toughness
Hola Mariano.
ResponderEliminarTengo una pregunta, el Polietileno de baja densidad podría compararse con un Polipropileno isotactico, sindiotactico y atactico?
Y si es así, a cuál se parecería más y por qué ?
Hola. Bueno, no considero que sea comparable al polipropileno. Tiene propiedades y características propias. En los polipropilenos, son grupos metilos los que se distribuyen en una determinada configuración espacial. El polietileno de baja densidad tiene ramificaciones de varios carbonos de longitud
EliminarSaludos
Buenas tatdes alguoen me.podría ayudar en como calcular el.peso por metro lineal de hdp atenta a sus comentarios..
ResponderEliminarHola Katty. En realidad, se requiere conocer el volumen para calcular el peso conociendo la densidad del polietileno. El volumen se puede determinar sabiendo las dimensiones del producto (caño, lámina, filamento, etc.)
EliminarSaludos
felicitaciones por darte el trabajo de publicar, sirve mucho tu infrmacion
ResponderEliminarMe alegro de que te haya servido la información
EliminarSaludos
Hola, cómo estás? Te molesto por una consulta, porqué el rollo ( film) de polietileno que viene para envolver alimentos que tengo es en color celeste? Porque es una compra grande que realicé y veo que lo que hay por ahí es transparente o amarillo, te agradezco en lo que puedas asesorarme, saludos desde Uruguay
ResponderEliminarHola. Si es celeste es porque le habrán puesto colorante de ese color. En la medida en que el fabricante/proveedor te pueda asegurar su inocuidad para contacto con alimentos, no debería haber problemas respecto del color. Salvo por una cuestión estética quizás, que pueda gustar más uno u otro color
EliminarSaludos
Hola que tal. Necesito que me ayudes con algo, trabajo en una planta que fabrica protectores, laminas, fundas y corbatines para banano, y estamos queriendo implementar el control de calidad en sus procesos, tenemos claro que se debe hacer un control de calidad a la materia prima, producto en proceso y producto terminado, podrías indicarme por favor que análisis debo hacer en cada liberación y que equipos de medición debe adquirir la empresa para equipar su Laboratorio de control de calidad.
ResponderEliminarHola. Bueno, no conozco tu proceso en detalle como para decirte los controles a efectuar. Los controles sobre la materia prima pueden variar dependiendo de si parten de pellets plásticos o de el film ya constituido. Dependiendo de las características del producto terminado también habrá controles a realizar en función de los requerimientos de calidad propios y de los clientes y de los requisitos legales aplicables. Por ejemplo, si el material lleva insecticida o plaguicida puede suceder que las leyes obliguen a ciertos análisis sobre el material. Ensayos comunes pueden ser mediciones dimensionales del producto (espesor, largo, ancho). También pueden ser requeridos controles de resistencia del material (resistencia a la tracción, elongación, rasgado, etc.)
EliminarSaludos
Hola Mariano, excelente articulo, una pregunta?
ResponderEliminarSi sustituyo en un multicas el PEAD por un PEBD con una densidad alta, osea 0.93, que propiedades se podrían ver afectadas, por ejemplo para película utilizadas en alimentos desde la permeabilidad de gases y humedad, o en bolsas para llevar el mercado, desde la resisitencia al desgarro, y la maleabilidad.
muchas gracias por su atención.
Hola. El LDPE es menos resistente a la tracción, presenta menos resistencia química, menor punto de fusión, es más permeable a los gases y vapor de agua, pero presenta mayor flexibilidad, resistencia al impacto y transparencia
EliminarHola mariano, una pregunta?
ResponderEliminarQue propiedades debo mejorar a un PEBD, para poderlo usar en aplicaciones de PEBDL, no sustituirlo en un 100% pero si en algún porcentaje?, si es posible.
Bueno, se pueden mezclar en distintas proporciones, pero cada uno tiene propiedades propias que aportarán a la mezcla. El grado de ramificación y peso molecular tendrá influencia en las propiedades del LDPE y se deberá ajustar el valor requerido en función de las propiedades buscadas en el film en cuanto a rigidez, flexibilidad, transparencia, procesabilidad, etc.
EliminarSaludos
Muchas gracias por su oportuna respuesta muy amable.
Eliminarhola MARIANO una pregunta
EliminarHago reciclado de silo bolsa , pero la fabrica de cano que me compra el material me dice que el cano le sale con poco brillo como puedo hacer para mejorar mi peles
Hola. Un aditivo deslizante puede incrementar el brillo del material
EliminarHola mariano, amigo ayúdame por favor, tengo que comparar la elongación de una manga de P.E.B.D. con una boca de 22.25" X 5mm/pulg de espesor compararla con otra manga de 22.25" X 6 mm/pulg de espesor , cual es la diferencia por favor.
ResponderEliminarHola. Para determinar la elongación de un material es requerido realizar un ensayo de tracción. En la norma ASTM D638 se establecen los lineamientos para realizar el ensayo
EliminarSaludos
hola mariano, me puedes ayudar con unas cantidades hipotéticas de cada reactivo en la reacción del polietileno al momento de entrar al reactor del etileno y el iniciador?
ResponderEliminarHola. Te podés fijar en el siguiente documento…
Eliminarhttps://www.researchgate.net/publication/311619459_Effect_of_initiator_concentration_to_low-density_polyethylene_production_in_a_tubular_reactor
Muchas gracias por tu respuesta, sin duda ese documento me sirvió. Eres grande Mariano.
EliminarHola Mariano: Estoy comenzando a fabricar teja plástica con polietileno de baja densidad reciclado, como sabrás se ha encarecido mucho este material ya compactado. Es posible que le pueda meter alguna carga para disminuir en algún % el polietileno? Saludos!
ResponderEliminarHola. Una carga habitual para alargar el polietileno puede ser el carbonato de calcio. Pero este tendrá influencia en las propiedades del material. Por lo que deberá ser evaluadas las propiedades obtenidas en función del contenido de carga. También está el hecho de que muy posiblemente el material ya tenga carga
EliminarMuchas gracias, realizaré pruebas. Saludos desde México.
ResponderEliminarHola, me podrías ayudar?, el PE se puede fabricar por el proceso de CALANDRADO y las CONDICIONES DE PROCESAMIENTO DE PVC Y PE.
ResponderEliminarGracias!
Hola una pregunta el polietileno Ldpe Mi 3-4 se puede usar para fabricar bolsa de baja densidad
ResponderEliminarHola. Te refieres a MFI de entre 3 y 4? Generalmente para film soplado se utiliza menor a 2. Se deberían ver las demás propiedades del material. Tal vez se pueda utilizar en mezclas con LLDPE y HDPE
EliminarHola, una consulta quiero hacer una simulación con el LDPE pero mi inquietud es si existe forma de trabajarlo pero en un 70%, no al 100% de sus propiedades, como lo haría o no es posible?
ResponderEliminarHola Edwin. No entiendo bien lo que quieres hacer
Eliminarbuenas tardes
ResponderEliminarsi voy a fabricar una bolsa para empacar hielo , cual seria la receta indicada para extruirla?
Hola Mauricio. Se debería utilizar un grado de resina apropiada. Las condiciones de moldeo estarán dadas por el proveedor de la resina. Debes contactar a proveedores de resinas como Dow, Sabic, LyondellBasell, ExxonMobil
EliminarLa adición de un polietileno lineal puede mejorar la resistencia de la bolsa, pero es más costoso. La proporción puede variar de un fabricante a otro
mil gracias
EliminarHola Mariano... ¿das asesorías en línea o cursos?
ResponderEliminarHola Karla. Actualmente no estoy dando asesoría
EliminarSaludos
Hola mariano muy interesante tu blog, una consulta estoy por trabajar con polietileno de baja uso general con un melt index de 2.7 g/10min y un baja lineal buteno melt index 2 g/10min ambos tienen aditivos como antiblock y slip, en el caso del lineal buteno me especifica que tiene 1000 ppm de slip y 5500ppm de antiblock, y yo haré una bolsa de 40" de ancho con un espesor de 0.7 mill/pulg mi pregunta va a si le dosifico antiblock adicional al que ya tiene la recina o no que me recomendarias.
ResponderEliminarHola Elizabeth. Si uno de los dos polietilenos no tiene aditivos, dependiendo de la proporción de la mezcla puede ser requerido un adicional de aditivos deslizante y antibloqueo para compensar
EliminarHola Mariano, muchas gracias por el blog muy interesante! Quería preguntarte, debo realizar una monografia de cinética química de la degradación de bolsas de polietileno de baja densidad como sería el mecanismo de reacción para saber la velocidad y dónde encontrar info al respecto. Muchas gracias
ResponderEliminarHola. Son varias las reacciones químicas involucradas en la degradación del polietileno. Su proceso de degradación involucra la formación de radicales libres que provocan la escisión de la cadena polimérica. Te podés fijar en los siguientes documentos…
Eliminarhttps://www.sciencedirect.com/science/article/pii/S0141391013002395
https://www.sciencedirect.com/science/article/pii/014139108790084X
Hola Mariano. La información presentada es muy interesante. Requiero consultar una patente del LDPE para conocer algunos parámetros acerca del mismo. Para un trabajo de la universidad me piden detallar la reacción de síntesis para el LDPE ¿tendrás información al respecto?
ResponderEliminarHola Juan. El LDPE es producido por polimerización por radicales libres. Te podés fijar en la siguiente página el mecanismo de reacción…
Eliminarhttps://pslc.ws/macrog/radical.htm
Para las condiciones de polimerización te podés fijar en los siguientes artículos…
https://onlinelibrary.wiley.com/doi/abs/10.1002/apmc.1982.051080113
https://patents.google.com/patent/WO2012044504A1/en
https://patents.google.com/patent/EP2393587A1
Saludos