Un material compuesto está formado por dos o más componentes y se caracteriza porque las propiedades del material final son superiores a las que tienen los materiales constituyentes por separado.
Los materiales compuestos están formados por dos fases; una continua denominada matriz y otra dispersa denominada refuerzo. El refuerzo proporciona las propiedades mecánicas al material compuesto y la matriz la resistencia térmica y ambiental. Matriz y refuerzo se encuentran separadas por la interfase.


Las propiedades de los materiales compuestos dependen de una serie de factores:
a) propiedades de la matriz y del refuerzo
b) contenido de refuerzo
c) orientación del refuerzo
d) método de producción del material compuesto
Clasificación de los materiales compuestos
1.- Clasificación según la forma de los constituyentes
Composites fibrosos: el refuerzo es una fibra, es decir, un material con una relación longitud-diámetro muy alta. Las fibras pueden ser continuas o discontinuas (estas últimas pueden ser aleatorias o unidireccionales). Ejemplo: epoxi con fibra de vidrio.

Composites particulados: el refuerzo son partículas equiaxiales, es decir, las dimensiones de las partículas son aproximadamente iguales en todas las direcciones. Ejemplo: caucho reforzado con negro de humo.
Composites estructurales: son materiales constituidos por la combinación de materiales compuestos y materiales homogéneos. Se clasifican a su vez en materiales laminados (constituidos por apilamiento de láminas paralelas) o paneles sándwich (compuestos de núcleo y tapas)

2.- Clasificación según la naturaleza de los constituyentes
Composites de matriz orgánica (polímeros).
- presentan baja densidad
- posibilidad de obtención de piezas complicadas
- son los más utilizados en la actualidad
Entre sus desventajas se incluye la poca resistencia frente al fuego.
Composites de matriz metálica (aleaciones de aluminio, titanio y magnesio)
- mayor duración
- elevada conductividad térmica y eléctrica
- no absorben humedad
- mayor resistencia al desgaste
Su principal desventaja es su alto precio
Composites de matriz mineral (cerámica): alúmina, CSi (carburo de silicio), etc.
Destacan porque resisten temperaturas elevadas y su principal desventaja su fragilidad y baja resistencia a choques térmicos.
3.- Clasificación según el tamaño de la fase dispersa
Microcomposites o composites convencionales: el tamaño del refuerzo es del orden de la micra (10-6 m). A pesar de las mejores propiedades mecánicas de estos composites, también presentan problemas:
- dificultad de procesado
- no se pueden procesar para obtener láminas o fibras
Estos problemas son consecuencia de la diferencia de tamaño entre el refuerzo y los componentes de la matriz (cadenas de polímero en el caso de los composites de matriz orgánica). Esta diferencia da lugar a interacciones débiles entre la matriz y la interfase.
Para evitar este problema y mejorar las interacciones se ha desarrollado un nuevo tipo de composite:
Nanocomposites: el tamaño del refuerzo es del orden del nanómetro (10-9 m=10-3micras). En este caso, las interacciones matriz-refuerzo se dan a nivel molecular.

Aplicaciones y limitaciones de los materiales compuestos
Las aplicaciones actuales exigen materiales de baja densidad y buenas propiedades mecánicas (elevada rigidez y resistencia). Esta combinación de propiedades no se puede conseguir con los materiales convencionales: metales, polímeros y cerámicos. El desarrollo de los composites ha permitido la mejora de las propiedades de los materiales.
Ventajas que presentan los materiales compuestos
- Alta resistencia específica (resistencia/densidad) y rigidez específica (rigidez/densidad)
- Posibilidad de adaptar el material el esfuerzo requerido gracias a la anisotropía
Los materiales compuestos de matriz polimérica se utilizan en la industria automovilística, naval, aeronáutica, aeroespacial, electrónica, de material deportivo y de la construcción, reemplazando a los metales y otros materiales en muchas aplicaciones.
 |
| Perfiles |
 |
| Tubos |
 |
| Techo de tractor (PP y fibra de vidrio) |
 |
| Frente de camión (Resina poliéster y fibra de vidrio) |
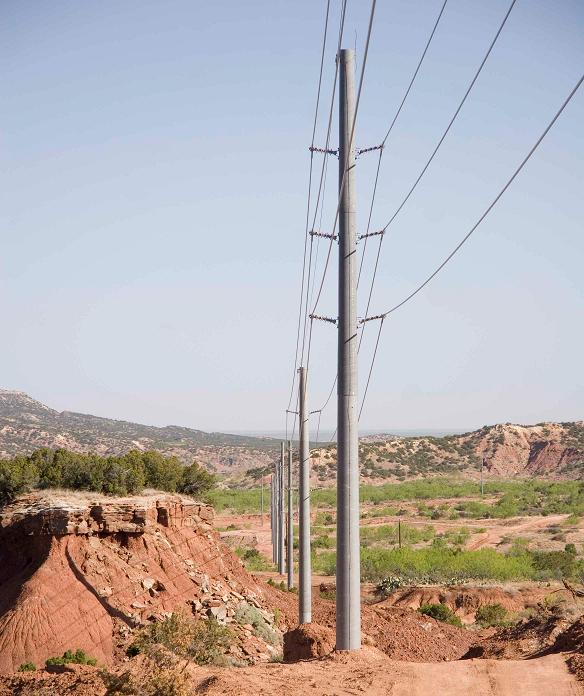 |
| Postes de tendido eléctrico (Resina poliéster y fibra de vidrio) |
 |
| Bote de fibra poliéster y fibra de vidrio |
 |
| Avión espía no tripulado (Resina epoxi y fibra de carbono) |
Matrices. Generalidades
La matriz cumple varias funciones en el material compuesto:
- Su función principal es soportar la carga aplicada y transmitirla al refuerzo a través de la interfase. Para ello la matriz debe ser deformable
- Proteger las fibras del medio externo y mantenerlas unidas. Esta función requiere una buena compatibilidad entre matriz y refuerzo.
Las matrices poliméricas pueden ser termoestables o termoplásticas en función de si presentan o no reticulaciones:
a.- Las matrices termoestables presentan uniones covalentes formadas en la reacción de reticulación o curado. Estas matrices presentan las siguientes características.
- Son fáciles de procesar antes del curado debido al bajo peso molecular de las resinas precursoras o prepolímeros.
- Debido a la formación de reticulación son más tenaces.
- Son más frágiles que las termoplásticas.
b.- Las matrices termoplásticas no tienen uniones permanentes entre cadenas porque no reticulan. Estas matrices presentan las siguientes características.
- Son más difíciles de procesar ya que deben tener un alto peso molecular para presentar buenas propiedades mecánicas.
- Se pueden reciclar ya que se reblandecen al calentar y vuelven a la forma sólida al enfriarlos.
MATRICES TERMOESTABLES
Las resinas termoestables son aquellas que sufren una serie de reacciones químicas, llamadas de curado o reticulación, dando lugar a un producto rígido, insoluble e infusible. La obtención de matrices termoestables se da en dos etapas:
a) En la planta química se polimeriza parcialmente el monómero formando cadenas lineales.
b) En la planta de producción donde se completa la reticulación bajo calor y presión.
Resinas de poliéster insaturado
Son las más utilizadas en la fabricación de composites de uso general. La obtención de estas resinas insaturadas se lleva a cabo en dos pasos:
1) Policondensación: se produce por la reacción de un diol y dos ácidos dicarboxílicos. Uno de los ácidos debe presentar instauraciones y si el otro es saturado la resina tendrá mayor flexibilidad.
2) Reticulación con estireno. La resina preparada en la etapa anterior se impregna con estireno que se adiciona a los dobles enlaces teniendo lugar la reticulación.

La reticulación se lleva a cabo con un iniciador (generalmente peróxidos) y un acelerador (sales de cobalto). Los iniciadores son moléculas que se descomponen por la acción del calor o de la luz dando especies muy reactivas denominadas radicales. Estos radicales reaccionan con una molécula de poliéster o estireno dando lugar a nuevos radicales produciéndose una reacción en cadena.
Estas matrices presentan las siguientes ventajas:
- Son fáciles de procesar ya que se pueden reticular incluso a temperatura ambiente)
- Poseen buena resistencia química
- Tienen bajo precio
Entre sus desventajas destacan:
- Su contracción en el curado es elevada
- La reacción de curado es altamente exotérmica y esto puede generar daños en el material.
- En la reticulación se producen elevadas emisiones de estireno
- Las propiedades mecánicas son medias
Resinas vinil-éster
La obtención de estas resinas insaturadas se lleva a cabo también en dos pasos:
1) Policondensación: se produce por la reacción de una resina epoxi y ácidos acrílicos o metacrílicos, que proporcionan la instauración.

2) Reticulación con estireno. La resina obtenida en la etapa anterior se hace reaccionar con estireno que se adiciona a los dobles enlaces teniendo lugar la reticulación.
Estas matrices presentan las siguientes ventajas:
- Se caracterizan por su buena resistencia química y a la corrosión
- Presentan una buena capacidad de adhesión
Entre sus desventajas destacan:
- Su precio es más elevado que el de las resinas de poliéster
Resinas fenólicas
La reticulación se produce por condensación entre un grupo fenólico y formaldehído, generándose agua como producto residual. El agua debe eliminarse ya que puede dar lugar a defectos en la pieza final por formación de grietas o poros.

Existen dos grandes grupos de resinas fenólicas:
a) Novolacas: la relación molar entre fenol y formaldehído es mayor que uno, y se trabaja en medio ácido.
b) Resoles: la relación molar entre fenol y formaldehído es menor que uno, y se trabaja en medio básico.
Estas matrices presentan las siguientes ventajas:
- Dan lugar al retardo de la llama y a una baja emisión de humo y gases tóxicos.
Entre sus desventajas destacan:
- Se forma agua durante el curado que hay que eliminar para evitar defectos en las piezas
- Las propiedades mecánicas son bajas
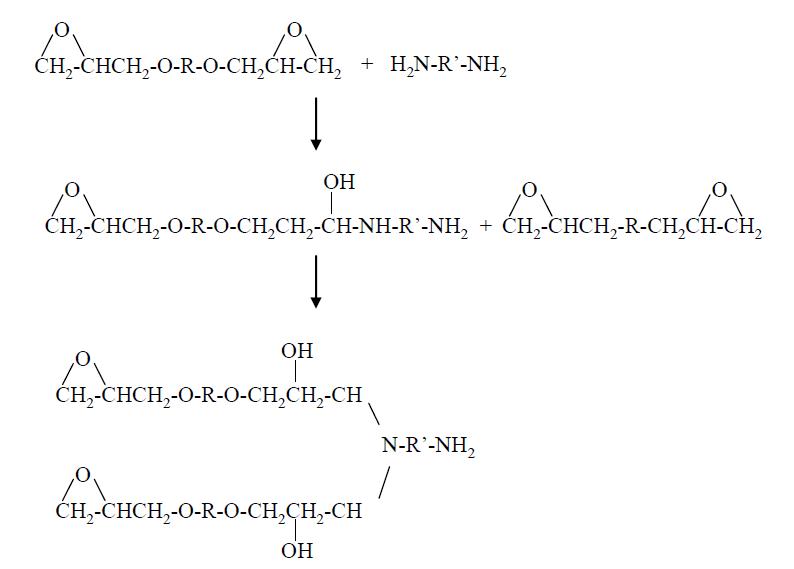
Resinas epoxi
Prepolímeros con grupo epoxi reticulan con iniciadores polifuncionales como aminas, fenoles o poliácidos.
- Las propiedades mecánicas son excelentes
- El grado de contracción durante el curado es bajo
- Su resistencia térmica es elevada
Entre sus desventajas destacan:
- Su elevado precio
- El curado de la resina es lento
Matrices termoplásticas
Están constituidas por moléculas lineales unidas por enlaces sencillos. Tienen una temperatura por encima de la cuál empiezan a fluir y al enfriarlos por debajo de esa temperatura vuelven a su estado sólido.
El procesado de los termoplásticos consta de una fase de calentamiento para ablandar el material y realizar el moldeo y una fase de enfriamiento posterior para endurecerlo una vez moldeado en su forma apropiada.
Las matrices termoplásticas se caracterizan por presentar las siguientes propiedades mecánicas:
Ventajas:
- Buena resistencia química
- Baja absorción de humedad
- Buenas propiedades mecánicas
- Velocidad de producción elevada debido a la menor duración del ciclo de moldeo
- Las piezas se pueden reparar fácilmente al reblandecer las piezas por efecto del calor y unir las partes
- Se pueden reciclar
- Admiten el almacenamiento ilimitado frente a las termoestables que deben almacenarse en condiciones controladas de temperatura y humedad.
Entre los inconvenientes de las matrices termoplásticas destacan:
- Tendencia a la fluencia a temperaturas elevadas
- Para tener buenas propiedades mecánicas el peso molecular debe ser elevado y por lo tanto, la viscosidad también. Esto da lugar a que la impregnación de las fibras sea difícil.
- Requieren temperaturas y presiones elevadas para su moldeo
A pesar de sus desventajas, en la actualidad las matrices termoplásticas están sustituyendo a las termoestables debido sobre todo a su reciclabilidad.
- Es el termoplástico más utilizado como matriz, sobre todo el isotáctico
- Su densidad es la menor entre los termoplásticos
- El PP reforzado presenta además de la reciclabilidad: buenas propiedades mecánicas y térmicas
Presenta las siguientes características:
- Gran transparencia
- Resistencia a la fluencia
- Buena resistencia al fuego
- Buenas características eléctricas
Se caracteriza por su gran transparencia, buena estabilidad dimensional y resistencia frente al fuego. Su principal desventaja es la poca resistencia a los disolventes
Características:
- Gran transparencia (amorfo)
- Buena estabilidad dimensional
- Buena resistencia al fuego
Termoplásticos de altas prestaciones
Se caracterizan por presentar una estructura altamente aromática que les proporciona una alta resistencia mecánica y térmica. Se utilizan en la industria aeroespacial gracias a sus excelentes propiedades a pesar del alto coste de material y la dificultad de procesado. Destaca el polisulfuro de fenileno.
REFUERZOS
El segundo componente de un material compuesto es el refuerzo. Este componente tiene como función transmitir las cargas a la matriz, por lo tanto define la mayor parte de las características mecánicas del material como la resistencia y la rigidez. Puede suponer un 20-80% en volumen del material compuesto. Las fibras son el refuerzo más utilizado en los materiales compuestos de matriz polimérica.
Fibra de vidrio
Es la más utilizada debido las siguientes características:
- Su resistencia mecánica específica (resistencia tracción/densidad) superior a la del acero. La resistencia específica se define: resistencia tracción/densidad
- Buena relación propiedades/coste
- Estabilidad dimensional
- Facilidad de fabricación
- Buena resistencia térmica
Fabricación de la fibra de vidrio
El vidrio está formado por sílice (SiO2) y óxidos (Al2O3, MgO, CaO, etc.). La fibra de vidrio se obtiene mediante la fusión de sus componentes en un horno y posterior estiramiento del material a su salida por una serie de hileras
La fibra de vidrio se recubre con un material denominado ensimaje que protege la superficie del deterioro por fricción o abrasión y facilita la unión entre la fibra y la matriz.

Tipos de fibra de vidrio
Existen varios tipos que se diferencian en su composición química y que por lo tanto presentan diferentes propiedades:
- E (eléctrico) (vidrio-E): es el más utilizado por su buena relación propiedades/precio.
- R (resistance) y S (strength): destaca por sus buenas propiedades mecánicas.
- C (chemical): destaca por su buena resistencia química. Se puede utilizar en las capas superficiales de estructuras sometidas a atmósferas agresivas.
- D (dielectric): tiene excelentes propiedades dieléctricas y se utiliza en circuitos electrónicos.
Presentaciones de la fibra de vidrio
Se caracterizan por medio de dos valores:
- Titulo: relación entre el peso y longitud de un hilo (depende del diámetro y número de filamentos de un hilo) (g/km).
- Gramaje: relación entre el peso de un tejido y su superficie (g/mm2)
Existen varios tipos de presentaciones:
- Roving: bobina de hilos continuos (conjunto de filamentos)
- Mat de hilos cortados: fieltros de hilos cortados y aglomerados entre sí mediante un ligante químico.
- Mat de hilos continuos: fieltro de hilos continuos y aglomerados entre sí mediante un ligante químico. Permite un alargamiento regular en todas las direcciones
- Mat de superficie o velo: fieltros de hilos cortados, ligados fuertemente y calandrados
- Tejido: formados por conjuntos de hilos entrelazados en dos direcciones.
Fibra de carbono
La estructura de la fibra de carbono está formada por planos de anillos hexagonales de átomos de carbono unidos covalentemente. La unión entre planos es por medio de débiles fuerzas de Van der Waals. Las capas de grafito se orientan paralelas al eje de la fibra lo que da lugar a un material de alto módulo y resistencia.
La fibra de carbono se puede obtener por dos materias primas: PAN (poliacrilonitrilo) (-CH2-CHCN-) y brea. La forma más económica es la obtención a partir de brea, sin embargo, es más frecuente obtener la fibra de carbono a partir del PAN:
Para obtener fibra de carbono a partir del PAN, las fibras de este material se carbonizan en presencia de oxígeno. Dependiendo de la temperatura de tratamiento se pueden obtener fibras con diferentes propiedades mecánicas: a mayor temperatura, mayor costo del tratamiento y mayor módulo elástico de la fibra.
Existen dos tipos principales de fibra de carbono:
- Fibras HT (High Toughness, alta tenacidad): tienen mejores propiedades mecánicas que la fibra de vidrio, pero peores que el otro tipo de fibra de carbono. Su ventaja es su precio económico.
- Fibras HM (High Modulus, alto módulo) tienen las mejores propiedades mecánicas.
Su desventaja es su alto precio.
Entre las ventajas de la fibra de carbono destacan:
- Resistencia química
- Coeficiente de dilatación térmica bajo
- Propiedades específicas elevadas
Entre sus desventajas cabe resaltar:
- Alto precio
- En contacto con los metales se genera diferencia de potencial que provoca corrosión
Fibras poliméricas
a) Las más utilizadas son las fibras de aramida (nombre comercial Kevlar). Se obtienen por hilado de poliamidas aromáticas. Para ello una disolución de polímero se extruye en un baño que contiene agua fía y se le añade un coagulante.
Tienen un módulo elástico superior a la fibra de vidrio pero inferior a la de carbono. Se utilizan cuando se necesita buenas propiedades mecánicas y ligereza.
b) Fibras de polietileno: se obtienen por extrusión en estado sólido o por hilado de una solución de polietileno de alto peso molecular. Sus propiedades son similares a las de las fibras de aramida pero su bajo punto de fusión hace que sus propiedades disminuyan rápidamente con la temperatura. Además tiene poca adhesión a la matriz.
Materiales híbridos de refuerzo
Están formados por la conjunción de dos o más tipos de fibras. La combinación más utilizada está formada por fibras de vidrio y carbono en matriz polimérica. El compuesto obtenido tiene mejores propiedades que si sólo tuviera fibra de vidrio y es más barato que si estuviera formado únicamente por fibras de carbono.
Las fibras se pueden alinear y mezclar íntimamente o se pueden laminar en capas alternadas.
MATERIALES COMPUESTOS DE MATRIZ ORGÁNICA: INTERFASE Y ARQUITECTURA
Las propiedades mecánicas de un material compuesto dependen de las propiedades de sus componentes, fibra y matriz y de la unión entre ambas, es decir, de la interfase. Es especialmente importante:
- la unión entre fibra y matriz
- la transmisión de esfuerzos mecánicos entre ambas
Para obtener el material compuesto la matriz debe estar en estado fluido e impregnar bien el refuerzo. De esta forma, se consigue una buena unión en la interfase.
La impregnabilidad o mojado se define como la capacidad de un líquido para extenderse por una superficie sólida. Una buena impregnabilidad significa que la matriz fluirá perfectamente por la superficie del refuerzo y desplazará todo el aire.
Unión en la interfase
Existen diferentes tipos de unión en la interfase.
a) Unión mecánica
Las rugosidades entre ambas superficies dan lugar a la unión. A mayor rugosidad más efectiva es la unión en la interfase. Este tipo de unión es poco efectiva para esfuerzos de tracción pero efectiva para esfuerzos cortantes.
b) Unión electrostática
Este tipo de unión se da cuando una de las superficies tiene carga positiva y la otra negativa.
c) Unión química
Se da cuando la superficie del refuerzo tiene grupos químicos compatibles con grupos químicos de la matriz. La resistencia de la unión depende del número de uniones por unidad de área.
d) Unión mediante interdifusión
En este tipo de unión la superficie del refuerzo y de la matriz tienen cadenas poliméricas que se difunden entre ellas. La resistencia de esta unión depende del número de entrelazamientos entre cadenas y aumenta con la adición de disolventes o plastificantes.

Interfase matriz-fibra
Para mejorar la unión entre los grupos óxido de la superficie de la fibra de vidrio y de la matriz se utilizan unas sustancias denominadas agentes de acoplamiento de tipo silano (Fórmula del silano: SiH4).

Los silanos (R-SiX3) protegen la superficie de la fibra de vidrio y mejoran la unión en la interfase: según el siguiente proceso:
a) El silano (R-SiX3) sufre hidrólisis dando lugar a la formación de silanol (R-Si(OH)3).

b) Se forman enlaces de hidrógeno entre los grupos hidroxilo (-OH) del silanol y la superficie de la fibra de vidrio. De esta forma se evita que se reduzca la impregnabilidad de la resina al impedir que la superficie de la fibra de vidrio se una a moléculas de agua.

c) Se producen reacciones de condensación entre el silanol y la superficie de la fibra y entre moléculas adyacentes de silanol. En consecuencia, se forman se forma una capa de polisiloxano unida a la fibra de vidrio. Los agentes de acoplamiento pueden tener grupos R reactivos con la resina y durante la reticulación pueden quedar unidos fuertemente a la fibra de vidrio.

Arquitectura de los materiales compuestos de matriz orgánica
Teniendo en cuenta la arquitectura de los materiales compuestos de matriz orgánica, existen dos tipos de composites:
1) Plásticos reforzados: están constituidos por matrices en las que se introducen refuerzos de tipo fibra o partícula.
2) Materiales compuestos estructurales: están formados por materiales compuestos y homogéneos y sus propiedades no sólo dependen de los materiales constituyentes sino de la geometría del diseño de los elementos estructurales
Pueden ser de dos tipos:
- Materiales compuestos laminares: formados por láminas o paneles que tienen una dirección preferente con elevada resistencia.
- Paneles sandwich: compuestos de núcleo y alas.
1) Plásticos reforzados
Las propiedades de los materiales compuestos dependen básicamente de la relación volumétrica fibra/matriz y de la ordenación de las fibras en la matriz.
a) Efecto de la fracción volumétrica de fibra
Cuanta más alta es la fracción volumétrica de fibras en el material compuesto, mayor es el módulo de elasticidad y la resistencia.
Tecnológicamente, los materiales compuestos con fases dispersas en forma de fibras son los más importantes ya que permiten conseguir elevada resistencia y rigidez a baja densidad, es decir, elevada resistencia específica y alto módulo específico.
b) Influencia de la orientación y concentración de la fibra
La orientación relativa también influye en las propiedades del material compuesto.
Existen dos tipos de orientación: alineación paralela y alineación al azar. Las fibras continuas se presentan alineadas, mientras que las fibras discontinuas se pueden presentar alineadas u orientadas al azar.
- Materiales compuestos con fibras continuas y alineadas: las propiedades dependen de la dirección en la que se miden (anisotropía). La dirección longitudinal es la que presenta mayor grado de reforzamiento. En la dirección transversal el reforzamiento es prácticamente nulo. Los esfuerzos aplicados en otras direcciones encuentran resistencias comprendidas entre estos extremos.
La mayoría de compuestos laminares constan de varias capas superpuestas con fibras alineadas en diferentes direcciones. De esta manera, el material puede ser sometido a esfuerzos multidireccionales,
- Materiales compuestos con fibras discontinuas y alineadas: la eficacia del reforzamiento es menor, pero el coste es inferior y es posible la obtención de piezas con formas complicadas.
- Materiales compuestos con fibras discontinuas y orientadas al azar: se utilizan cuando las fibras están sometidas a esfuerzos totalmente multidireccionales ya que son materiales isótropos.
2) Materiales compuestos estructurales:
Materiales laminados
Estos materiales compuestos están formados por láminas apiladas y unidas por medio de un adhesivo. Las láminas pueden estar formadas por roving, mat o tejido impregnado de polímero. Las láminas pueden estar formadas por materiales diferentes y en este caso, se denominan laminados híbridos.
La orientación en cada lámina puede ser:
Unidireccional: cuando todas las fibras están paralelas. Esta orientación se utiliza, por ejemplo, en palos de golf.
Bidireccional: cuando la mitad de las fibras están orientadas en ángulo recto con respecto a la otra mitad. Esta orientación se utiliza en materiales para aplicaciones estructurales.
Multidireccional: en este caso, el material es isotrópico.
Las propiedades da cada lámina dependen de los siguientes factores:
- Naturaleza de la fibra
- Presentación de la fibra (roving, mat, tejido, etc.)
- Porcentaje de fibra
- Orientación: el material se caracteriza por una secuencia de apilamiento, o definición de la orientación de cada lámina respecto de un eje arbitrario de referencia.
Materiales sandwich
Una estructura sándwich está compuesta principalmente por tres elementos:
a) Alas: compuestas por unas láminas delgadas, resistentes y generalmente con mejores propiedades que el resto de componentes. Se caracteriza por su rigidez y su resistencia a la compresión.
b) Núcleo: es un material ligero cuya función principal es separar las alas y transmitir los esfuerzos cortantes de un ala a la otra. Se caracteriza por su baja rigidez y resistencia en tracción.
c) La interfase de unión entre las alas, y el núcleo, que tiene como objeto mantener unidos el núcleo y las alas y permitir la transferencia de las cargas entre ambos.

Los plásticos reforzados tienen una elevada resistencia pero su rigidez no es lo suficientemente elevada para algunas aplicaciones. Los materiales sándwich, por el contrario, presentan una elevada sin apenas incremento de peso. Estas estructuras son las más utilizadas en el área de los materiales compuestos.
Los materiales sándwich presentan las siguientes ventajas:
Alta resistencia y rigidez específicas
Aislamiento térmico y acústico
Gran capacidad de absorción de energía
Entre sus desventajas destaca la complejidad del control de calidad.
Materiales utilizados para las alas
a) Metálicos: acero y aleaciones de aluminio
b) No metálicos: madera laminada, cemento, composites de matriz polimérica reforzados con fibra. Estos últimos son los más utilizados.
Materiales utilizados para los núcleos
Se pueden utilizar diferentes materiales que deben tener las siguientes propiedades:
Baja densidad
Resistencia a la cortadura
Rigidez perpendicular a las caras
Aislamiento térmico
Los principales tipos de núcleo son: corrugados, nido de abeja, balsa de madera y espumas celulares.

Nido de abeja
Están formados por celdas que pueden tener diferentes formas pero la más frecuente es la celda hexagonal. Destacan por sus elevadas propiedades mecánicas (resistencia y módulos específicos). Su principal desventaja es el precio.
Existen dos métodos de fabricación de núcleos de nido de abeja:
- Procesos de expansión
Las láminas de material que formarán el núcleo se unen con un adhesivo y se expanden. Es el método más empleado.
- Procesos de corrugado u ondulación
Las láminas sufren un proceso de ondulación al pasar entre cilindros acanalados que producen la ondulación deseada.
Para la producción de núcleos de nido de abeja se pueden utilizar diferentes materiales:
- Aluminio se han utilizado mucho en la industria aeroespacial debido a sus elevadas propiedades específicas a pesar de su alto costo.
- Papel Kraft: es papel impregnado con resina. Este tipo de núcleo es barato pero, aún así, presenta aceptables propiedades mecánicas.
- Plástico reforzado con fibra. Se utilizan fibras de vidrio, aramida o carbono impregnadas en una matriz fenólica. Se caracteriza por presentar menor densidad que el aluminio pero peores propiedades mecánicas.
Núcleo de balsa
Se caracteriza por una estructura de celdas cerradas.
Este tipo de núcleo se caracteriza principalmente por su facilidad de uso, excelente durabilidad y propiedades mecánicas.
Espumas
Las espumas son dispersiones de grandes volúmenes de gas en pequeños volúmenes líquidos con burbujas que crecen mucho, quedando muy cerca unas de otras, con delgadas capas de líquido entre ellas que solidifica.
Las principales ventajas de este tipo de núcleo son:
Capacidad de aislamiento térmico y acústico
Transparente al radar
Su principal desventaja es su poca resistencia a la llama que puede mejorarse con la incorporación de aditivos halogenados.
Las propiedades de la espuma dependen de una serie de factores como:
Composición del polímero
Estado del polímero (orientación, cristalinidad, etc.)
Densidad de la espuma
Estructura de las celdillas
Composición del gas espumante
MATERIALES COMPUESTOS DE MATRIZ ORGÁNICA: PROCESOS DE FABRICACIÓN
Los procesos de fabricación de materiales compuestos se pueden dividir en función del molde en procesos de molde abierto y de molde cerrado.
Dependiendo del material de partida se dividen en:
- Método o vía húmeda: el transformador impregna el refuerzo seco con la resina catalizada.
- Método o vía seca: se utiliza un semielaborado.
También se pueden clasificar en función del tipo de pieza que se puede obtener: figuras de revolución, perfiles, etc.
PROCESOS DE MOLDE ABIERTO
A- MOLDEO SIN PRENSA
-Moldeo por contacto manual
-Moldeo por proyección simultánea
-Moldeo a vacío o a presión de aire
-Moldeo con autoclave
B- REALIZACIÓN DE ESTRUCTURAS DE REVOLUCIÓN
-Moldeo por enrollamiento filamentario
-Moldeo por centrifugación
C- REALIZACION DE ESTRUCTURAS PERFILADAS
-Estratificación continua entre films
PROCESOS DE MOLDE CERRADO
A- MOLDEO CON PRENSA
-Compresión en frío
-Compresión en caliente
-Moldeo por compresión de SMC (Sheet Moulding Compound)
-Estampación de termoplásticos reforzados (GMT: glass mat thermoplastics).
-Inyección de termoestables o termoplásticos
-Moldeo por transferencia de resina (RTM: Resin Transfer Moulding)
B- REALIZACIÓN DE ESTRUCTURAS PERFILADAS
 |
Proceso de pultrusión
|
Fuentes:
http://ocw.uc3m.es
www.scribd.com
es.wikipedia.orgwww.pslc.ws
revista (Reinforced Plastics and Composites magazine)
El contenido de este post es excelente, gracias por publicarlo.
ResponderEliminarSaludos
Me alegro que te haya gustado la publicación
EliminarSaludos
mi estimado! buena informacion, me fue de mucha ayuda!
ResponderEliminarMe alegro que te haya servido la información
EliminarSaludos
Me sirvio muchisimo gracias.
ResponderEliminarRealmente útil para los que nos estamos iniciando en el tema.
ResponderEliminarGracias por compartir!
Me alegro que te haya sido útil la información
EliminarSaludos
Tu blog es impresionante, tanta información sistematica y de calidad de un tema tecnologico.....muchas gracias
ResponderEliminarhola me gusto la informacion mucho... pero me podrias facilitar tus fuentes bibliograficas mas detalladamente...
ResponderEliminarHola Amador. Me alegro de que te haya gustado la información del blog. Las fuentes están al final del artículo. Pero no recuerdo bien en detalle que parte del artículo corresponde a cada una.
EliminarSaludos
Excelente, nos ayudo mucho para complementar una exposición de materiales compuestos, gracias!
ResponderEliminarMe alegro de te haya sido de utilidad la información del blog
EliminarSaludos
Excelente información..!! Fue de gran ayuda gracias..!!
ResponderEliminarMe alegro de que te haya sido de utilidad
EliminarSaludos
Hola que tal excelente información, me podría ayudar con información respecto al proceso de pelletizado de materiales compuestos
ResponderEliminarHola. Gracias. Puedes ver algo de información en el siguiente artículo del blog…
Eliminarhttp://tecnologiadelosplasticos.blogspot.com.ar/2011/03/extrusion-de-materiales-plasticos.html
Saludos
Gracias Mariano,
ResponderEliminarTengo plasta de inyeccion y recortes postindustriales ambas de petg, se te ocurre alguna forma de recuperacion o/o uso.
El post anterior va en el sentido, que la mayoria de empresas de reciclaje de plasticos de mexico, no les interesa el material por que dicen que esta contaminado.
ResponderEliminarDependiendo de la calidad del PETG reciclado, se puede utilizar en las mismas aplicaciones que el material virgen. Tal vez el material que tienes efectivamente está contaminado con algún otro plástico. Deberías analizarlo para constatar que no está contaminado.
EliminarSaludos
Mariano, muchisimas gracias por tu recomendaciones y la ayuda que prestas a la comunidad que sigue el blog, ya por ultimo que tipo de examen le debi hacer? y que empresas lo realizan?
ResponderEliminarsaludos
Gerardo
Sobre una muestra representativa del material se podría realizar una inspección visual. Se puede realizar un tratamiento térmico de la muestra considerando la temperatura de fusión del material para hacer más sencilla la identificación. También se puede apelar a la densidad del material para la identificación de posibles contaminantes. O el uso de disolventes específicos. No sé de dónde eres como para recomendarte un laboratorio de análisis de plásticos. Pero supongo que empresas grandes de reciclado deben tener un laboratorio equipado y personal idóneo que podrían hacer un ensayo sobre una muestra del material y caracterizarlo. Tal vez podrían brindarte ese servicio.
EliminarSaludos
Buenas noches, Mariano.
ResponderEliminarTengo la intencion de hacer laminas unas totalmente de plastico y otras mezcladas con arena, como se ve en este video https://www.youtube.com/watch?v=BnEUaNJu8gM. He estado haciendo pruebas a pequeña escala pongo a "cocer" el plastico (PET) en una olla y le voy agregando y mezclando la arena hasta dejar 30 de plastico y 70 de arena despues prenso manualmente pero aun salen quebradizas, la pregunta es se necesita un otro elemento que sea adhesivo?,
mas presion?
Es otra clase de plastico?
Si me funciona estare haciendo las maquinas caso contrario no?
Tus comentarios seran bien recibidos.
El plástico utilizado en el video parece HDPE. Aunque quizás también tenga restos de otros plásticos como LDPE y PP. El plástico y la arena no son compatibles por lo que cuanto más arena tenga menos resistente será. Se pueden utilizar compatibilizantes pero suelen ser costosos. Si el producto va a estar a la intemperie se necesitaría agregar un protector UV puesto que de lo contrario se verá reducida su duración. Se podría agregar negro de humo. Si el PET se enfría de forma lenta, cristaliza volviéndose quebradizo.
EliminarSaludos
Creo que es muy interesante sobre todo para tener en cuenta respecto de las aislaciones térmicas y también podría ser acústicas. Yo cada vez que busco un galpon en alquiler me fijo que cumpla esas normas.
ResponderEliminarEstimados/as:
ResponderEliminarEn primer lugar, muy bueno el contenido del blog, gracias!
En segundo lugar, nos atrevemos a hacerles una consulta puntual al respecto:
Estamos buscando un recipiente o tanque de material plástico (o material compuesto, PRFV, PET, etc.) que cumpla con las siguientes especificaciones:
Un volumen alrededor de 50 L.
Necesitamos una tapa de 20 cm de diámetro con cierre hermético que sea fácil de abrir y de cerrar.
Que tenga el fondo esférico o semiesférico, con la posibilidad de conectar una salida de tanque de 2 pulgada mínimo.
El recipiente contendrá una solución hidróxido de sodio al 25% P/V.
El recipiente debe trabajar a una presión de 2 ó 4 kg/cm2. Principalmente la presión que soportará el recipiente estará compuesta por gas hidrógeno y algo de vapor de H2O.
La temperatura de trabajo está entre 70 y 90 °C, durante tandas de 24 horas de operación.
Desde ya muchas gracias, gracias por su tiempo y nuevamente felicitaciones.
Hola. Deberías contactar con algún fabricante de productos PRFV. Se podría utilizar un poliéster NPG o un recubrimiento epoxi para que resista el hidróxido
EliminarSaludos
Excelente información, me hubiera gustaba que fuera la primera que google me mostrara 🤧
ResponderEliminarGracias
EliminarSaludos