Introducción
La inyección de termoplásticos es un proceso físico y reversible, en el que se funde una materia prima llamada termoplástico, por el efecto del calor, en una máquina llamada inyectora. Esta máquina con el termoplástico en estado fundido, lo inyecta, dentro de las cavidades huecas de un molde, con una determinada presión, velocidad y temperatura. Transcurrido un cierto tiempo, el plástico fundido en el molde, va perdiendo su calor y volviéndose sólido, copiando las formas de las partes huecas del molde donde ha estado alojado. El resultado es un trozo de plástico sólido, pero con las formas y dimensiones similares a las partes huecas del molde. A este termoplástico solidificado le llamamos inyectada.
¿Por que decimos que la inyección de termoplásticos es un proceso físico y reversible? Físico, por que no existe variación en la composición química del termoplástico, en todo el proceso. Reversible, por que el termoplástico después del proceso tiene las mismas características que al principio. O sea, podríamos triturar la pieza y repetir el proceso con ese material. Aunque en la práctica, el plástico puede llegar a degradarse y perder algunas de sus propiedades
Antecedentes históricos.
El diseño actual de la máquina de moldeo por inyección ha sido influido por la demanda de productos con diferentes características geométricas, con diferentes polímeros involucrados y colores. Además, su diseño se ha modificado de manera que las piezas moldeadas tengan un menor costo de producción, lo cual exige rapidez de inyección, bajas temperaturas, y un ciclo de moldeo corto y preciso.
John Hyatt registró en 1872 la primera patente de una máquina de inyección, la cual consistía en un pistón que contenía en la cámara derivados celulósicos fundidos. Sin embargo, se atribuye a la compañía alemana Cellon-Werkw el haber sido pionera de la máquina de inyección moderna. Esta firma presentó, en 1928, una patente incluyendo la descripción de nitrocelulosa (celuloide). Debido al carácter inflamable de la nitrocelulosa, se utilizaron posteriormente otros derivados celulósicos como el etanoato de celulosa. Los británicos John Beard y Peter Delafield, debido a ciertas diferencias en la traducción de la patente alemana, desarrollaron paralelamente la misma técnica en Inglaterra, con los derechos de patente inglesa para la compañía F.A. Hughes Ltd.

El primer artículo de producción masiva en Inglaterra fue la pluma fuente, producida durante los años treinta por la compañía Mentmore Manufacturing. La misma utilizaba máquinas de moldeo por inyección de Eckert & Ziegler (Alemania). Estas máquinas funcionaban originalmente con aire comprimido (aproximadamente 31 kg/cm2); el sistema de apertura de molde y la extracción de la pieza eran realizados manualmente, y los controles incluían válvulas manuales, sin control automático ni pantallas digitales; además, carecían de sistemas de seguridad.

En 1932 apareció la primera máquina para inyección operada con sistemas eléctricos, desarrollada por la compañía Eckert & Ziegler. Al mismo tiempo, otros países como Suiza e Italia empezaban a conseguir importantes avances en maquinaria. Ya a finales de los años treinta, el polietileno y el PVC, ambos, de alta producción y bajo costo, provocaron una revolución en el desarrollo de la maquinaría, teniendo el PVC mayor éxito como material para extrusión.
En 1951 se desarrolló en Estados Unidos la primera máquina de inyección con un tornillo reciprocante (o, simplemente, husillo), aunque no fue patentada hasta 1956. Este cambio ha sido la aportación más importante en la historia de las máquinas inyectoras. Al finalizar la segunda guerra mundial, la industria de la inyección de plástico experimentó un crecimiento comercial sostenido. Sin embargo, a partir de la década de los ochenta, las mejoras se han enfocado a la eficiencia del diseño, del flujo del polímero, el uso de sistemas de software CAD, inclusión de robots más rápidos para extracción de piezas, inyección asistida por computadora, eficacia en el control de calentamiento y mejoras en el control de la calidad del producto.
Generalidades de las máquinas de moldeo por inyección.
Las máquinas de moldeo por inyección tienen tres módulos principales:
 |
| Máquina de inyección de plásticos. |
- La unidad de inyección o plastificación. La unidad de inyección plastifica e inyecta el polímero fundido.
 |
| Unidad de inyección típica. |
- La unidad de cierre. Soporta el molde, lo abre y lo cierra además de contener el sistema de expulsión de la pieza.
 |
| Unidad de cierre tipo rodillera. |
- La unidad de control. Es donde se establecen, monitorean y controlan todos los parámetros del proceso: tiempos, temperaturas, presiones y velocidades. En algunas máquinas se pueden obtener estadísticas de los parámetros de moldeo si así se desea.
 |
| Control de máquina. |
Básicamente todas las máquinas de inyección están formadas por los mismos elementos. Las diferencias entre una máquina y otra radican en su tamaño, la unidad de cierre y el diseño de la unidad de plastificación.

En menor medida, también se diferencian en las variantes del diseño de sus elementos de montaje y los sistemas de accionamiento. A continuación se explicarán a detalle los elementos constitutivos de cada subsistema que componen a una máquina de inyección de plásticos así como de una breve descripción del proceso de moldeo por inyección para poder comprender mejor el funcionamiento de las máquinas.
El Ciclo de Inyección
El proceso de obtención de una pieza de plástico por inyección, sigue un orden de operaciones que se repite para cada una de las piezas. Este orden, conocido como ciclo de inyección, se puede dividir en las siguientes seis etapas:
- Se cierra el molde vacío, mientras se tiene lista la cantidad de material fundido para inyectar dentro del barril. El molde se cierra en tres pasos: primero con alta velocidad y baja presión, luego se disminuye la velocidad y se mantiene la baja presión hasta que las dos partes del molde hacen contacto, finalmente se aplica la presión necesaria para alcanzar la fuerza de cierre requerida.

Cierre del molde e inicio de la inyección
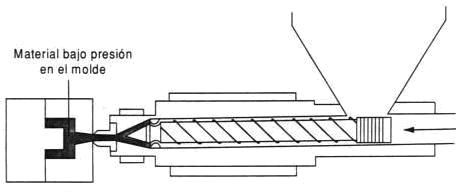
- El tornillo inyecta el material, actuando como pistón, sin girar, forzando el material a pasar a través de la boquilla hacia las cavidades del molde con una determinada presión de inyección.

Inyección del material
- Al terminar de inyectar el material, se mantiene el tornillo adelante aplicando una presión de sostenimiento antes de que se solidifique, con el fin de contrarrestar la contracción de la pieza durante el enfriamiento. La presión de sostenimiento, usualmente, es menor que la de inyección y se mantiene hasta que la pieza comienza a solidificarse.
Aplicación de la presión de sostenimiento
- El tornillo gira haciendo circular los gránulos de plástico desde la tolva y plastificándolos. El material fundido es suministrado hacia la parte delantera del tornillo, donde se desarrolla una presión contra la boquilla cerrada, obligando al tornillo a retroceder hasta que se acumula el material requerido para la inyección.

Plastificación del material
- El material dentro del molde se continúa enfriando en donde el calor es disipado por el fluido refrigerante. Una vez terminado el tiempo de enfriamiento, la parte móvil del molde se abre y la pieza es extraída.

Enfriamiento y extracción de la pieza
- El molde cierra y se reinicia el ciclo.
Consumo de potencia
En cuanto al consumo de potencia en cada una de las etapas del ciclo, se observa que en el cierre del molde apenas se requiere la potencia necesaria para vencer la fricción generada al desplazar la placa móvil. La etapa de inyección necesita la potencia máxima durante un período muy corto. El desplazamiento de la unidad de inyección y la apertura del molde requieren muy poca potencia. En el siguiente diagrama se esquematiza el consumo de potencia durante el ciclo de inyección.

Partes de una inyectora
Unidad de plastificación.
La unidad de inyección realiza las funciones de cargar y plastificar el material sólido mediante el giro del tornillo, mover el tornillo axialmente para inyectar el material plastificado hacia las cavidades del molde y mantenerlo bajo presión hasta que sea expulsado. El tornillo tiene una acción reciprocante además de girar para fundir el plástico, se mueve de manera axial para actuar como pistón durante el proceso de inyección.
 |
| Unidad de plastificación. |
La unidad de inyección consta de un barril (o cañón) de acero capaz de soportar altas presiones, este cilindro va cubierto por bandas calefactores para calentar y ayudar a fundir el material mientras avanza por el tornillo. Consta además de una unidad hidráulica que es la que transmite el movimiento lineal al husillo en el proceso de inyección. Algunas máquinas tienen 2 unidades hidráulicas, una para la inyección y otra para el cierre.
 |
| Típica unidad de plastificación |
Tolva de alimentación.
Las partículas sólidas de la resina en forma de gránulos, se depositan en la tolva de alimentación de la máquina, esta tolva normalmente está conectada a algún equipo periférico o auxiliar que proporciona las condiciones especificadas por el fabricante de la resina para obtener los óptimos resultados de procesamiento. Estas condiciones normalmente son las de porcentaje máximo permitido de humedad. Dependiendo del material a inyectar, si es higroscópico o no, será necesario secarlo antes de introducirlo al cañón o barril de inyección a través de una tolva secadora especial. También encontramos que algunos manufactureros emplean sistemas de alimentación continua de resina de manera centralizada para toda la planta o particular en cada máquina. Estos equipos periféricos se estudiarán con más profundidad en capítulos siguientes.
Como ya habíamos mencionado, los gránulos de plástico se vierten en la tolva de alimentación y esta a su vez lo alimenta al husillo dentro del barril. Aunque los gránulos pueden introducirse directamente al husillo, usualmente el material se alimenta por gravedad dentro de la zona de alimentación del barril. Estas tolvas son en realidad contenedores de forma cónica truncada, aunque esta geometría depende de cada fabricante de máquina. Pueden clasificarse en tolvas cortas y tolvas largas.
Las tolvas cortas son típicamente utilizadas cuando se seca la resina de manera independiente en una mezanine o en una máquina de secado fuera de la máquina de inyección, esto con la finalidad de que no se acumule mucho material en la tolva y que alcance a absorber humedad del ambiente.
 |
| Máquina con tolva corta. |
Las tolvas largas normalmente requieren algún tipo de refuerzo en la garganta de la misma para poder montarla directamente en la garganta de la máquina. Este tipo de tolva es también ampliamente utilizada, sin embargo presentan mucha más dificultad para moverlas fuera de la garganta de la máquina cuando se necesita inspeccionar la entrada del material al cañón.
 |
| Tolva larga con secador. |
Algunas máquinas ya presentan un equipo auxiliar neumático para mover fácilmente este tipo de tolvas. Algunas también presentan la opción de un dispositivo magnético en la base, su propósito es únicamente tratar de eliminar cualquier objeto metálico que pudiese caer dentro de la tolva de alimentación.
La garganta de alimentación de la tolva se enfría con agua para evitar que el plástico granulado se funda (aglomerándose) en la garganta de alimentación.
 |
| Anillo de enfriamiento. |
Husillos.
El calentamiento del tornillo se hace por zonas y el número de zonas dependerá del tamaño del cañón, normalmente se dividen 3. Dentro del barril se encuentra un tornillo de material muy duro, el cual generalmente está pulido y cromado para facilitar el movimiento del material sobre su superficie. El tornillo se encarga de recibir el plástico, fundirlo, mezclarlo y alimentarlo en la parte delantera hasta que se junta la cantidad suficiente para luego inyectarlo hacia el molde.

 |
| Zonas del tornillo reciprocante. |
Los husillos, o tornillos reciprocantes por lo general se dividen en 3 zonas y tienen relaciones de longitud/diámetro (L/D) de 20:1. Esto es debido a que husillos con relaciones más pequeñas no proporcionan un fundido homogéneo, y con husillo con relaciones L/D mayores a 24 se tiene una degradación no deseada en muchos plásticos de ingeniería debido a que el material tendrá un tiempo de residencia excesivamente largo.
 |
| Tipos distintos de filetes. Filete estándar (izq.). Doble filete (centro). Filete de mezclado rápido (der.) |
Las principales funciones de este tipo de unidades de inyección son:
- Moverse para acercar o alejar la boquilla de la unidad de inyección del bebedero del molde.
- Generar la presión requerida entre la boquilla de la unidad de inyección y el bebedero del molde.
- Girar el tornillo durante la etapa de alimentación.
- Mover el tornillo de manera axial durante el proceso de inyección.
- Mantener la presión generada durante la inyección.
Una gran parte de la energía necesaria para la plastificación se debe al calor de fricción, suministrando al material por el motor del tornillo a través del giro de este. Por lo tanto durante la etapa de alimentación se consume una gran cantidad de energía.
Solamente cuando se tienen máquinas de muy altas producciones se tienen husillos de relaciones entre 22:1 y 26:1. Estos husillos a menudo están equipados con secciones de mezcla, o con una combinación de secciones de cizalla y mezcla, y eventualmente con una eficiente zona de alimentación.
En general podemos caracterizar los husillos en base a dos parámetros: la relación longitud diámetro (L/D) y la relación de compresión. La principal ventaja de que la relación L/D sea grande, es que al proveer de un mayor recorrido entre la tolva y el molde, hace que el tiempo de residencia sea mayor, y por lo tanto permitirá que una mayor plastificación con menores temperaturas, lo que ayuda a disminuir el tiempo de ciclo, y por lo tanto permitirá el aumento de la productividad.
Sin embargo, esta misma ventaja es su principal punto débil, ya que al tener un tiempo de permanencia largo, algunos polímeros tienden a degradarse, lo que ocasiona una pérdida en las propiedades mecánicas de estos. Es en base a esto que se recomiendan, para plásticos técnicos y para PVC, relaciones L/D de bajo valor, a fin de reducir el tiempo de permanencia. Por el contrario, se tiene que tener que aumentarse la temperatura, el enfriamiento tarda más y en consecuencia aumentará el tiempo de ciclo, bajando la productividad.
Por otro lado, la relación de compresión, que se denomina como la relación entre las alturas medias del filete medidas en la zona de alimentación y dosificación, permite expresar la compresión mecánica sufrida por el material. En general, para los polímeros amorfos se usan husillos de baja relación de compresión, mientras que para los semicristalinos se utilizan husillos de compresión elevada.
Usualmente se utilizan 4 tipos de aceros para fabricar los husillos de las máquinas de inyección de termoplásticos:
- Nitralloy 135. Es un acero grado herramienta que una vez mecanizado se le realiza un nitrurado por 72 horas. Es una excelente opción de bajo costo cuando el desgaste por abrasión pasa a segundo término.
- AISI 4140. Un acero para herramientas con excelente resistencia mecánica cuando se le aplica un tratamiento térmico o un recubrimiento superficial.
- AISI D2.Un acero con altos contenidos de carbono y cromo, excelente resistencia al desgaste pero bajo desempeño en la transmisión de torque.
- CPM-9V. Excelente acero para aplicaciones de alto desgaste, como materiales cargados con fibra de vidrio, buen desempeño contra el desgaste.
Usualmente se utilizan tres tipos de tratamiento superficial a los husillos para alargar su vida útil o mejorar su funcionamiento.
- Nitrurado: Incrementa su dureza superficial y la vida del husillo, es el tratamiento de más bajo costo, utilizado principalmente para husillos de material 135M y 4140.
- Cromado: Incrementa la dureza superficial y reduce la fricción del material fundido y los filetes. También es utilizado para prevenir la corrosión del acero debido a las reacciones químicas del polímero en el cañón. Ideal para la inyección de PVC.
- Carburado: Este tratamiento incrementa la dureza superficial y aumenta la vida útil. Utilizado en acero 9V.
Ahora bien, en lo que refiere a la geometría del husillo, las tres zonas en un husillo estándar no están diseñadas para proporcionar un mezclado totalmente eficiente, por lo que se debe tener esto en consideración al momento de utilizar masterbach u otros aditivos.
Aparte de los husillos convencionales, existen otros más especializados, entre los que se pueden contar:
- Husillos de doble filete.
- Husillos para PVC rígido.
- Husillos para desgasificación.
- Husillos para materiales termoestables.
- Husillos para elastómeros.
 |
| Husillos. |
Es importante seleccionar bien el husillo, no solo en lo referente a la geometría, sino también en la resistencia al desgaste. Esta consideración cobra especial relevancia con la utilización de algunas cargas como la fibra corta de vidrio y la microesfera de vidrio. En este aspecto, las partes que más desgaste sufren son el anillo de retención, la boquilla, las uniones entre la camisa, la parte delantera de la camisa y la boquilla, el mismo husillo y la camisa. Cuando se repara un husillo debe tomarse en cuenta la conveniencia de cambiarlo, pues los husillos viejos pueden presentar cavidades superficiales donde el plástico puede degradarse y ocasionar posteriormente problemas de corrosión.
 |
| Husillos estándar y de doble filete |
Válvulas antirretorno o puntas de husillo (válvula check).
La función de esta válvula es esencialmente dejar pasar el material libremente desde el husillo a la cámara de fundido durante el proceso de dosificación y evitar que el material fundido regrese hacia los filetes del husillo durante el proceso de inyección. Van montadas en el extremo izquierdo del husillo.
 |
| Funcionamiento de la válvula antirretorno. |
El correcto funcionamiento de esta válvula es esencial para tener un proceso estable, ya que si tenemos fugas de material de la cámara de dosificación hacia los filetes del husillo tendremos una variación considerable en el volumen inyectado al molde, esto por supuesto que tendrá severas repercusiones en el peso y calidad de la pieza moldeada. Es importante establecer revisiones periódicas a estas válvulas así como hacer una adecuada selección de las mismas.
Estas variaciones de volumen de dosificación se conocen como variaciones del colchón, pudiendo provocar burbujas en la pieza inyectada o hasta el llenado incompleto de material en el molde.
 |
| Válvula antirretorno (check). |
Las válvulas antirretorno pueden ser fabricadas en distintos materiales; cada aplicación deberá ser evaluada para poder seleccionar la válvula adecuada y así evitar desgaste abrasivo y corrosión excesiva en este importante componente de la máquina. Generalmente podemos encontrarlas en los siguientes materiales:
- H13 Nitrurado. Es un acero grado herramienta con buena resistencia mecánica. Es totalmente endurecida con un nitrurado al vacío de 72 horas. Es un material para aplicaciones generales como el estireno, polipropileno y polietileno.
- CPM-9V. Acero grado herramienta, alta resistencia a la abrasión debido a su alto contenido de carburo de vanadio. Excelente para aplicaciones abrasivas como los termoplásticos cargados con fibra de vidrio.
- CPM-420V. Acero grado herramienta, ideal para aplicaciones corrosivas, como el PVC. También tiene significativa resistencia al desgaste.
- 440C. Acero grado herramienta inoxidable, excelente para aplicaciones corrosivas.
También existen diferentes tipos de geometrías de válvulas, cada una tiene diferentes aplicaciones y características que el ingeniero de procesos deberá seleccionar para llevar a cabo una adecuada inyección.
Barril de inyección.
El barril es un cilindro hueco de acero aleado capaz de soportar grandes presiones y temperaturas internas provocadas por la fricción de los gránulos y el husillo. Los barriles de moldeo por inyección son relativamente cortos (comparados con los barriles de extrusión), la relación longitud / diámetro (L/D) es de 20:1, solamente en máquinas de altas producciones vienen en una relación de hasta 26:1. La entrada de alimentación al barril, o garganta, está cortada a través del barril y conecta con el anillo de enfriamiento de la tolva de alimentación.
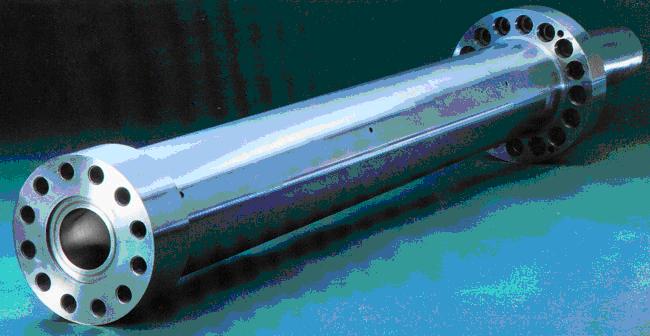 |
| Barril de inyección. |
El extremo de descarga del barril se cierra directamente a una tapa final o adaptador a la boquilla; la cavidad en el extremo del barril centra la tapa terminal. Como el barril ejerce una presión excesiva de 130 a 200 MPa en el extremo de descarga del barril se localizan mangas de acero endurecido que se montan en el barril a través de un ajuste por interferencia térmica.
Existen una gran cantidad de materiales para la fabricación de los barriles de inyección, sin embargo dentro de los más comunes tenemos los siguientes:
- Acero AISI-D2. Acero de alto contenido de carbono y cromo, térmicamente tratable, ofrece alta resistencia a la abrasión y buena resistencia a la corrosión. Su dureza típica es de 58-60 HRc.
- Acero AISI-M2. Acero de alta velocidad al tungsteno–molibdeno, también usado en la manufactura de cortadores, rimas y machuelos. Ofrece excelente resistencia al desgaste y buena dureza.
- Acero CPM-10V. Acero grado herramienta, ofrece excepcional resistencia al desgaste.
- Acero CPM-420V. Acero grado herramienta con alto contenido de vanadio, diseñado para aplicaciones de desgaste abrasivo donde también sea requerida la resistencia a la abrasión.
- Hestelloy y Duranical. Mayormente usados para husillos, este acero especial tiene excelente resistencia química. Este material es usado con fluorocarbonos y otros materiales altamente corrosivos.
- PC 100. Es un barril bimetálico de hierro aleado con níquel-boro con muy alta dureza. Tiene excelente resistencia al desgaste y un bajo coeficiente de fricción. Posee rangos de dureza de 58-65 HRc es recomendado para usarse en materiales moderadamente abrasivos.
- P-500. Es un barril bimetálico con una aleación de cobalto-níquel y altos contenidos de cromo y boro. Ofrece excelente resistencia a la corrosión y moderada resistencia al desgaste. Tiene un rango de dureza de 50-55 HRc, es recomendado para ser usado en atmósferas severamente corrosivas, es ideal para flúor polímeros y resinas cloro polivinílicas.
- PC-800. Es un barril bimetálico con altos contenidos de carburo de tungsteno y una matriz de aleaciones de cromo-boro-níquel. Más del 80% de la aleación es ocupada por el carburo de tungsteno y el cromo-boro. Tiene durezas de hasta 70 HRc, es el mejor para aplicaciones de desgaste y ataques corrosivos.
Sobre del barril de inyección van montadas las bandas calefactoras, estas tienen como función principal mantener la temperatura del fundido, es decir, compensan las pérdidas de calor, ya que del 80-90% del calor necesario para fundir los gránulos es proporcionado por la fricción del husillo, los gránulos y el barril.
Boquilla y punta de inyección.
La boquilla es la punta de la unidad de plastificación y provee una conexión a prueba de derrames del barril al molde de inyección con una pérdida mínima de presión. La punta alinea la boquilla y el anillo de retención.


Boquilla y punta de inyección.
Existen dos radios estándar: 12.7mm (0.5 in) y 19.1mm (0.75 in) y la abertura de la punta debe de ser 0.79mm (1/32 in) menor que el barreno del anillo de retención. Las boquillas o tubos de salida también son lo suficientemente largas para tener bandas de calentamiento y requieren sus propias zonas de calentamiento.
En general hay tres tipos de boquillas:
- Boquilla de canales abiertos. Este es el tipo más común de diseño, ya que no se coloca ninguna válvula mecánica entre el barril y el molde. Esto permite la boquilla más corta y no se interrumpe el flujo del polímero fundido.
- Boquillas con interrupción interna. Estas se mantienen cerradas mediante un resorte que puede ser interno o externo. Se abren por la presión de la inyección del plástico.
- Boquillas con interrupción externa. Se operan por medios externos, ya sean pistones hidráulicos o neumáticos.
Con ambos sistemas de interrupción las boquillas son más largas que las boquillas de canal abierto, eliminan los derrames y permiten la plastificación cuando la boquilla no está en contacto con el anillo de retención.
Unidad de cierre.
La unidad de cierre tiene las siguientes funciones:
- Soporta el molde.
- Lo mantiene cerrado durante la inyección.
- Lo abre y lo cierra tan rápidamente como es posible.
- Produce la expulsión de la pieza.
- Brinda protección al cerrado del molde.
Existen cuatro tipos de medios de sujeción, los cuales son:
I. Hidráulicos.
Un medio de sujeción hidráulico convencional tiene un gran cilindro en el centro de la plancha movible sin que aporte ninguna ventaja mecánica. Así, el fluido hidráulico y la presión abren y cierran el medio de sujeción.
 |
| Unidad de cierre hidráulica. |
Donde:
1. Bastidor.
2. Platinas fija y móvil.
3. Rodamientos lineales para el movimiento de las platinas.
4. Pistón para el movimiento de las platinas.
5. Eslabón flexible para compensar la flexión del bastidor durante el cierre de platinas.
6. Pistón de fuerza de cierre.
II. Articulados accionados hidráulicamente (rodillera).
En las pinzas hidráulicas (rodilleras), la fuerza de la pinza se controla mediante la presión en el cilindro principal. Por lo tanto es posible variar la fuerza de la rodillera durante el ciclo de moldeo. Comúnmente durante el llenado del molde y el empaque se utiliza una fuerza mayor de la rodillera, en tanto que durante el enfriamiento la fuerza se reduce.
 |
Sistema de cierre a rodillera tipo Z.
|
 |
| Cierre tipo rodillera convencional. |
Donde:
- Bastidor.
- Riel guía.
- Espaciador de platina.
- Eslabón flexible.
- Guía de la platina móvil.
- Rodillera de 5 puntos de contacto.
- Carnero.
III. Articulados accionados eléctricamente
Las articulaciones en la unidad de sujeción se extienden y retraen mediante un servomotor, y se utilizan engranes reductores de la transmisión para obtener las fuerzas requeridas. El cierre es mucho más estable pues no tiene un cierre hidráulico que genere calor, además, los servomotores proveen un movimiento extremadamente exacto de los componentes de la máquina. También es mucho más limpia en su operación que los otros tipos de máquina de moldeo. Todas las máquinas eléctricas son la máquina de elección para la mayor parte de productos médicos.
 |
| Sistema de cierre eléctrico. |
Donde:
- Bastidor.
- Guías lineales de precisión.
- Rodillera de 5 puntos de contacto.
- Tornillo de bolas reciprocantes para guía de rodillera.
- Servo motor.
- Barras guía ajustable eléctricamente para la altura de molde.
- Unidad de expulsión con servomotor a través de la campana de dirección y 2 tornillos de bolas reciprocantes.
| Sistema de transmisión de una máquina eléctrica. |
IV. Articulados hidromecánicamente.
En las unidades hidromecánicas de sujeción las articulaciones están combinadas con cilindros hidráulicos. La articulación se utiliza para abrir y cerrar la rodillera, pero el pistón hidráulico es el responsable de la presión de cierre. Como esto requiere pequeños cilindros hidráulicos, el movimiento de cierre es más rápido y las unidades de sujeción son más pequeñas que las unidades hidráulicas. Sin embargo la sujeción hidráulica proporciona un mejor control de la fuerza de cierre.
 |
| Sistema de cierre hidromecánico. |
Sistema de expulsión.
Al final del ciclo el molde se abre y las piezas enfriadas se expulsan del molde, esto requiere de un sistema de expulsión. Cuando el molde se abre, normalmente la pieza plástica se queda en el lado del corazón del molde, por lo que la mayoría de los diseñadores de moldes colocan el corazón del lado móvil del molde.
 |
| Sistema de expulsión. |
te rifaste.. un trabajo increible muy bien realizado.. felicidades!
ResponderEliminarGracias Jonathan
ResponderEliminarfelicidades un gran blog
ResponderEliminarMuchas Gracias
ResponderEliminarHola, me gusta este blog, quisiera que me ayuadaras con una duda. En mi trabajo tenemos reclamos de cliente por fugas en punto de inyeccion y quisiera saber cuales son las posibles causas de estas fugas.
ResponderEliminarGracias Diana. Te contesté en tu otro comentario. Saludos
EliminarMal ajuste de boquilla , exceso en la temperatura de la misma o gases acumulados por no tener el molde una correcta vía de escape de gades
EliminarHola a todos me parece muy interesante.
ResponderEliminarMe gustaria saber si alguien me puede ayudar con información sobre venta de equipose insumos , deseo iniciar una empresa en mi pais Ecuador, en el area de inyección. Me parece muy interesante aunque mi mayor experiencia la tengo en extrucción.
De antemano agradesco si alguien me puede ayudar.
Att. Ing. Miguel Aquino
s_migue4770@hotmail.com
somigue4770@gmail.com
Hola Miguel. Gracias por el comentario. Desconozco de proveedores de maquinaria en Ecuador. Espero que algún lector del blog te pueda ayudar con tu proyecto.
EliminarSaludos
Hola Miguel, si gustas te puedo ayudar al respecto, soy técnico especializado en inyección de plástico y conozco a varios proveedores de maquinaria y moldes. Puedes contactarme a través de mi correo electrónico.
Eliminarcdm_maind@hotmail.com
Saludos.
Carlos Chávez.
Saludos desde Venezuela...Primero dejeme felicitarle por su excelente trabajo,El blog se ha convertido en una fuente de investigación obligatoria para mi...Tengo el firme proposito ( y la gran oportunidad) de desarrollar un proyecto de inyección y soplado de envases plastico para la industria alimenticia y farmaceutica...pero la realidad es que poco o nada conozco del sector,pero todo apunta al crecimiento del mercado para el plastico en mi país y no quisiera perder la oportunidad de invertir en el area,sabiendo que existe en el país una empresa petroquimica que esta desarrollandose cada vez mas(por ende hay materia prima a bajo costo) y la facilidad que existen proveedores de maquinarias en venezuela, tambien en colombia(relativamente cerca para la importación de maquinarias)...Gracias nuevamente por sus aportes a todo aquel que la requiera.
ResponderEliminarMuchas gracias por tus comentarios y suerte con tu proyecto. Saludos cordiales.
Eliminar"neegas", amigo soy venezolano y tengo +de 20 años en el sector de plásticos gerenciando medias y grandes empresas, produciendo bienes al sector de alimentos, bebidas e industrias en general, si gusta comuníquese conmigo a ea_marquez@hotmail.com, puedo brindarte mucha ayuda. GRACIAS AL CREADOR DE ESTE INTERESANTE Y COMPLETO BLOG PODEMOS CONOCER MAS DE ESTE INTERESANTE MUNDO DE LOS PLASTICOS, GRACIAS...
EliminarGracias Emiro. Me alegro que te haya resultado interesante el blog. Saludos
EliminarGracias por crear este blog tan útil!!
ResponderEliminarMe alegro que sea útil. Saludos Fabiola
EliminarGracias Mariano,excelente blog!! :D
ResponderEliminarGracias Rocío. Saludos
EliminarUna consulta Mariano,quisiera saber como trabajan los sistemas Cold Runner y Hot Runner en el molde de inyección en cuanto a los polímeros PP??? (función y efectos)Me podrías ayudar por favor.
ResponderEliminarSaludos!!
Te felicito por tu blog
Hola Edgar. Gracias. En forma resumida, la función de las coladas en el PP y demás polímeros termoplásticos, es la de conducir, mediante conductos, el material plastificado desde la boquilla hasta la cavidad del molde. En el caso de las coladas frías, luego de cumplir su función de conducir el material hasta la cavidad del molde, el material que queda en estos conductos solidifica junto con la pieza. La pieza es expulsada del molde junto con el material que se solidifico en la colada y luego son separados. En la colada caliente, los conductos están calefaccionados mediante resistencias eléctricas que mantienen el material fundido. La pieza es obtenida sin el material de colada. La colada caliente significaría un ahorro de material puesto que no se genera scrap (el material de la colada) pero es una tecnología más costosa.
EliminarSaludos
mariano gracias por tu info bastante útil, tengo una maquina de inyección que una vez que inyecto o comienza la carga de plástico se escucha como si golperas una moneda con un metal y me varia la inyección (piezas incompletas saque el husillo y lo reviso un especialista y me dice que se encuentra en perfecto estado lo volvi a colocar y la inyección completa se corrigio pero el sonido aun continua habras tenido algún caso asi? agradecería tu apoyo saludos.
ResponderEliminarHola Víctor. Me alegro que te haya resultado útil. No se me ha presentado un caso así. Igualmente, aunque ahora esté funcionando correctamente, te sugiero revisar en profundidad la máquina para ver de dónde proviene ese ruido (piezas o mecanismos flojos, válvula anti-retorno, etc.) que puede ser indicio de un mal funcionamiento y que, a la larga, podría traer aparejado algún tipo contratiempo.
EliminarSaludos
Estoy teniendo problemas de inyeccion con poliestireno, mis piezas salen con burbuja a lo largo del cuerpo, he intentado secar el material, pero continua con el problema. se reviso el molde para ver si no tenia fugas, aparentemente no.. alguien que pueda ayudarme, no tengo mucho conocimiento acerca del moldeo por inyeccion.. saludos
ResponderEliminarHola Adolfo. Las causas de las burbujas pueden ser varias. Pueden estar relacionadas con el material (contaminado o exceso de aditivos), con las condiciones de moldeo (temperatura y velocidad de inyección altas o presiones de inyección, de retención y tiempos de retención bajos) o con el diseño del molde y el producto (posición inadecuada de bebedero y venteos o sección reducida de bebedero y venteos). Bueno, creo que estas pueden ser las principales causas.
EliminarSaludos
subi el back pressure a 1000 psi seguro que la tenes a 100 o menos y te da inconsistencia en el barril
Eliminaralguien me puede ayudar para sacar las velocidades de inyeccion por favor
ResponderEliminarHola Daniel. La velocidad de inyección depende del comportamiento reológico del material y potenciales defectos superficiales causados por el llenado demasiado rápido. Te recomiendo consultar al proveedor de resinas y luego dejar que la máquina “te diga” cuando se va demasiado rápido y la limitación de la presión de inyección.
EliminarLa verdad que establecer la velocidad de inyección óptima es siempre un compromiso. La regla básica sería inyectar lo más rápido posible, sin causar problemas. El llenado rápido puede causar quemaduras por cizallamiento, quemaduras por aire atrapado, jetting, delaminación, etc.
Normalmente, las velocidades del principio y del final de la etapa de inyección son menores, para tratar más suavemente los elementos de la máquina de inyección y del molde y también para evitar la inercia en el avance del tornillo.
La velocidad de inyección también depende del diseño de la pieza y el molde. Un análisis del flujo del material fundido mediante software puede ayudar.
Saludos
Hola Daniel,
Eliminardespues de tener la maquina lista paa correr, sacas pack and hold, el llenado tiene que esta cerca del 70 %ahi pones fill time all maximo.
Luego vas bajando la velocidad de llenado lo dividis en 10 partes la velocidad maxima. si tenes un maximo de 13 inches/seg, le vas sacando 2 segundos, y usas .25 inches/seg para hace la cuva bien empinada. cuando tenes todas las velocidades y las pesiones las dividis y te da los datos para pone en la grafica. tenes ue dejar una ventana de 0.1 decima de segundo mas lenta para tener la posibilidad de moverlo mas rapido si lo presisaria. Nunca sucede.
aunque hagas el reological estudio, en algunos casos es a la inversa, en ves de usar la maxima velosidad (velocidad ideal) tenes que usar la velocidad mas lenta. eso es por el tipo de material que usas, y el disenio del molde. te invito a que te hagas una cuenta en prospctor para que tengas mas informacion tech, anda a la parte de literatura que te da mucho material para leer.
Suerte Daniel!!!
NO me cansare de agradecerte por tu blog tan completo Gracias
ResponderEliminarMe alegro que te haya gustado el blog
EliminarSaludos
Hola, me gustaría saber el consumo de agua de las máquinas que tienen tolva,proceso de inyección y molde, litros por hora, o consumo de litros por caja/mes/año?
EliminarHola Pía. No dispongo de datos sobre el consumo de agua. Igualmente, el consumo de agua depende de múltiples factores y variará principalmente en función de la máquina inyectora, molde, material, periféricos, parámetros de proceso utilizados. Y en muchos casos, el agua circula por un circuito cerrado.
EliminarSaludos
Buenas tardes,
ResponderEliminarNecesito ayuda... necesito información, consultar el precio coste por hora del proceso de moldeo de inyección, es decir, coste orientativo de fabricación de cualquier pieza.
Además del coste del material aditivo de color Master Bach Color, precio orientativo por kg.
Lo necesito para realizar el presupuesto de una pieza de diseño en el proyecto final de carrera.
Gracias de ante mano.
Un saludo,
Hola Silvia. No dispongo de esos datos. Para conocer el costo por hora de una pieza deberías tener en cuenta principalmente el consumo eléctrico y mano de obra. Para el coste de fabricación de cualquier pieza deberías tener en cuenta también costo de maquinaria, molde Supongo que podrías solicitar presupuesto a algún fabricante de piezas por inyección sobre una pieza determinada y a algún proveedor de masterbatch.
EliminarSaludos
dependiendo del tonelaje de la maquina, si usa operario, y dependiendo del tipo de material. una maquina de 130 toneladas puede anda en 50 dolares la hora mas o menos, mas el operario dependiendo que pais sea, y la esina unos 4 dolaes po kilo dependiendo donde vivas.
EliminarBuenos días:
ResponderEliminarEstoy en el proceso de compra de una empresa de inyección de plásticos.Me podías ayudar en saber bien que tengo que tener en cuenta?
Gracias
Hola Ramón. Es recomendable la inspección y asesoría de algún técnico en la materia para verificar el estado de las máquinas inyectoras. Así como cuando se compra un auto usado es recomendable que un mecánico amigo mire el motor. Se deben verificar también el estado general de las instalaciones, techos, pisos, servicios, etc.
EliminarSaludos
Hola,Ramón, me gustaría saber que marca hay en esta empresa? Si importado, el disponible de compomento es bastante importante.
EliminarHola, buen día
ResponderEliminarEstoy trabajando en un proyecto de redistribución de planta y quisiera saber ¿qué costo resulta del mover un inyectora? O los costos que implica el hacerlo, ya sea mantenimiento, distancias, tamaño, peso, modelo u otras maniobras. Me ayudas por fa
Te lo agradecería mucho, sólo ocupo un aprox
Hola Alejandra. No sabría decirte con exactitud. Creo, deberías tener en cuenta si es requerido contratar maquinaria para el movimiento (que tendrá que ver con el tamaño de la inyectora), grúa, montacargas, etc., o si se puede hacer con equipos propios de la empresa y las horas hombre del personal empleado. Bueno, esto sería solo el movimiento, pero también habría que tener en cuenta la desinstalación e instalación, servicios (energía eléctrica, agua) como, por ejemplo, el costo de nuevos tendidos eléctricos, de ser necesario. Otros costos a tener en cuenta serían los traslados de los equipos periféricos (secadores, mezcladores, chiller, sistemas de carga de material, etc.)
EliminarSaludos
Hace algunos días encontré tu página y me parece excelente. Soy profesor de materiales y procesos en polímeros y la utilizaré con tu permiso para mis clases. Saludos desde Ecuador
ResponderEliminarHola Francisco. Me alegro que te haya gustado la página. Puedes utilizar la información del blog.
EliminarSaludos
A
ResponderEliminarBUENOS DIAS FRANCISCO TE ESCRIBO DESDE ARGENTINA, ESTOY INYECTANDO UN MOLDE EN PVC Y ME SALEN LAS PIEZAS CON PIEL DE NARANJA. QUE PUEDO HACER? lo inyecto lo mas despacio posible ya que tengo una maquina no muy moderna y regulo velocidades con valvuvas y no es muy preciso y tambien lo inyecto lo mas bajo de temperaturas posible ya que si aumento la temperatura me sale mayor aun el defecto, saludos !
ResponderEliminarMucho tiene que ver la zona de la pieza en donde se produce este defecto para poder sacar ciertas conclusiones al respecto. Algunas posibles soluciones a ese problema podrían ser aumentar la temperatura del molde, aumentar la presión de inyección o mantenimiento, bajar la velocidad de inyección. Extender el tiempo de la presión de mantenimiento también puede llegar a ayudar. Incompatibilidad en el material originado por el masterbatch pueden ser otro motivo de irregularidades en la superficie de la pieza. Una temperatura muy baja de inyección también puede ocasionar defectos superficiales en la pieza. El diseño de la pieza también puede contribuir a este defecto. Por ejemplo, grandes cambios en el espesor de la pared pueden causar irregularidades de flujo del material fundido y dificultades en la replicación de la superficie del molde.
EliminarSaludos cordiales
Mariano Ojeda
Hola, como llevas la fuerza de cierre?¿
EliminarPara determinar la fuerza de cierre puedes ver el siguiente enlace del blog…
Eliminarhttp://tecnologiadelosplasticos.blogspot.com.ar/2012/08/fuerza-de-cierre-clamping-force.html
Saludos
el pvc es muy delicado, subi la temperatura del barril seria algo no recomendable ya que el material se degada mas facil, deberias mirar que le temperatura del baril sea la adecuada, tal vez la injeccion sea muy alta y produce mucho shear rate y degrada el material... yo creo que ahi esta el problema
EliminarEste comentario ha sido eliminado por el autor.
ResponderEliminarBuenas tardes.Tengo una inyectora la verdad ya antigua y para moldes pequeños. Me seria de gran ayuda que me ayudara pues antes inyectábamos manijas para vitrinas y cabezas para válvulas de aire pero las ventas han bajado demasiado y al haber oportunidad no nos enfocamos en mas productos asi que pues ahora intentamos invertir en mas productos seria de gran ayuda si me podrías recomendar algún producto no importa el tamaño ya que queremos renovar la maquinaria así que primero antes de invertir quisiera que me ayudaras con ese concejo por favor seria de gran ayuda
ResponderEliminarHola Cristian. Bueno creo que el “¿Qué fabricar?”, junto con ¿Cómo producir? y ¿Cuánto producir?, surge de realizar un estudio de mercado; cuales son las necesidades de las personas, empresas del rubro, etc., y armar una estrategia aventajando a la competencia en costos/calidad y/o diferenciándose del resto ofreciendo algo único o nuevo.
EliminarSaludos
Buenas noches. Ante que nada muy buena informacion. Soy un verdadero novato del tema plasticos y tengo una consulta. Quiero crear tablas de skates y otros productos con plastico reciclado, sin embargo, no tengo idea que tipo d eplastico me conviene usar. ¿Me podrias dar una mano con eso? Desde ya muchas gracias, saludos
ResponderEliminarFrancisco
Hola Francisco. Me alegro que te haya gustado. Bueno son varios los plásticos que se pueden utilizar para hacer tablas de skate. Creo que uno de los más económicos es el polipropileno. Si lo que se busca es mayor resistencia se puede utilizar una poliamida.
EliminarSaludos
Hola excelente tu blog, y me atrevo a hacerte una pregunta..., tengo una inyectora y no levanta presión..., podrías decirme cual o cuales pueden ser los problemas. Es una Fluimeq 150 año 89. Espero tus consejos. Desde ya gracias
ResponderEliminarHola Nantra. Me alegro que te haya gustado el blog. Existen varias posibles causas que pueden ocasionar esa falla. Algunas de ellas podrían ser contaminación o degradación del aceite, acumulador (mal estado de la vejiga o membrana), válvulas en mal estado, conductos obstruidos, fugas en la bomba hidráulica, falla en el sistema de precalentamiento del aceite. De momento son las que se me vienen a la mente. No la tengo presente esa inyectora como para poder darte consejos mas precisos al respecto.
EliminarSaludos
a mi me pasa algo parecido a "Nantra" pero son dos bombas las que no me levantan precion tengo una inyectora lien yu 1600T
ResponderEliminarHola José. Lo mismo que le conteste a Nantra. Es recomendable consultar al fabricante al respecto.
EliminarSaludos
hola Mariano
ResponderEliminarEs para preguntar si tienes un sitio de Internet o información de manuales de la inyectora italiana plactimac modelo plactiyec 4990
gracias
Hola Diego. Creo que te refieres a la marca Plastimac. Si es así, puedes ponerte en contacto con ellos para solicitar los manuales…
Eliminarhttp://www.plastimac.com/
No sé de donde eres, pero tienen representantes en varios países.
Saludos
Hola Mariano disculpa que te robe algunos minutos de tu tiempo, tu me podras indicar donde puedo encontrar el manual de la maquina Potenza he buscado por interner pero nada mas, he encontrado en idioma chino y de chino no se nada, no la encuentro en español o de perdida en ingles, te agradeceria mucho si me pudieras apoyar, mil gracias.
ResponderEliminarHola Claudia. Difícilmente los manuales de operación de inyectoras estén disponibles en Internet, salvo que algún particular las haya subido. Las empresas proveen esta documentación a quienes compran su maquinaria. Esa serie de inyectoras pertenece a la empresa L.K Machinary. Deberías ponerte en contacto con ellos al respecto o si la compraste usada, al anterior dueño.
EliminarSaludos
Saludos desde Venezuela, tendras conocimiento de que tipo de de polimero son las Punteras de las Botas de Seguridad hechas de plastico, gracias
ResponderEliminarHola Edward. Pueden ser de poliamida. También existen de PRFV (plástico reforzado con fibra de vidrio) y PRFC (reforzado con fibra de carbono); pero no son obtenidas por inyección.
EliminarSaludos
Compre una inyectora italiana y el momento de inyectar el tecnico dice que se habre el molde y no llena completamente que pasa alguien me puede ayudsr
ResponderEliminarCompre una inyectora italiana y el momento de inyectar el tecnico dice que se habre el molde y no llena completamente que pasa alguien me puede ayudsr
ResponderEliminarHola Judy. Pueden ser varios los factores que generan que se abra el molde durante la inyección. Verifica el funcionamiento adecuado de la maquina en cuanto a sistema hidráulico, sensores, etc. Habría que ver cual es el tonelaje requerido para la inyección de esa pieza y si la maquina es la adecuada para la inyección de la misma. También se debe verificar la correcta ventilación del molde. Otros factores a tener en cuenta son la temperatura del material y la temperatura del molde.
EliminarSaludos
Judy, sin poder evaluar si tienes un problema con la maquinas, si es de piston o de rodillera diría que el problema lo tienes en que la pieza que quieres inyecctar necesita mas presión de cierre de la que tiene la maquina.
EliminarYo probaría a subir la temperatura de la masa del husillo y a inyecctar mas lentamente.Con eso bajaras la presión que necesitas y es posble que puedas llenar la pieza sin abrir el molde.
Gracias
Que modelo es tú máquina?tengo uno y quizá te pueda ayudar
ResponderEliminarHola mariano saludos desde argentina, como me recomendas inyectar poliestireno cristal?tengo q secarlo previamente? a que temperatura lo inyecto? te cuento que es una pieza de 5 mm de espesor en un peso de 120 gramos y lo estoy trabajando en una maquina de 140tn cosmos en ese sentido lo estoy inyectando en 60 de presion quisas necesitaria mas ? gracias saludos
ResponderEliminarHola. El PS no es higroscópico (no absorbe agua) pero habrá que tener en consideración la composición de la resina (por ejemplo si tiene aditivos que si son higroscópicos). Igualmente se debe tener en cuenta el almacenamiento y condiciones atmosféricas que pudieran provocar que el material condense la humedad sobre su superficie. Por lo que te recomendaría, el presecado de la resina en condiciones de alta humedad atmosférica. Las temperaturas de trabajo estarán asociadas al grado de resina utilizada. Es recomendable consultar a tu proveedor al respecto puesto que pueden variar un poco en función de la composición de la resina. La máquina a utilizar dependerá de la pieza a inyectar. Puedes leer al respecto en el siguiente artículo del blog…
Eliminarhttp://tecnologiadelosplasticos.blogspot.com.ar/2012/08/fuerza-de-cierre-clamping-force.html
Saludos
Hola soy una alumna de España, tengo que hacer un trabajo sobre inyección de plásticos pero me piden bibiografia y no me dejan poner este blog como referencia, ¿me podrias ayudar pasandome alguna de la bibiogrfía que te ayudo para hacer esta entrada?.
ResponderEliminarMe ha servido de muchisima ayuda porcierto muchas gracias.
Hola. La información del artículo mayormente corresponde a apuntes de estudio de cursos que realice. No tengo para pasarte bibliografía.
EliminarSaludos
hola mariano, muchas gracias por toda esa informacion tan util. quisiera saber si tienes infirmacion sobre como calcular la la carga o tamaño de disparo.. saludos desde colombia
ResponderEliminarHola Jhonatan. Puedes fijarte en el siguiente enlace…
Eliminarhttp://www.ptonline.com/columns/calculate-shot-size-vs-barrel-capacity
Saludos
excelente documento
ResponderEliminarHola Jorge. Me alegro que haya sido de tu agrado el artículo.
EliminarSaludos
Saludos de China. Es un blog muy bien. Me gusta mucho. Mil gracias
ResponderEliminarHola Bill. Me alegro de que te haya gustado el blog.
EliminarSaludos
Buen dia me podrian ayudar estoy buscando un husillo para maquina de inyección Philips Sandreto Torino alguien sabra donde puedo conseguirlo?
ResponderEliminarHola Mago. No sabría decirte. Trata de ponerte en contacto con la empresa Romi
EliminarSaludos
Buenas,lo primero reconocer tu magnifico blog.
ResponderEliminarQueria comentarte que la semana proxima comienzo a trabajar en una empresa en fabricacion de plastico " piezas para coches sobretodo " y van a formarme como asistente, supongo que me enseñaràn a arreglar una maquina si se enfria el plastico y demàs.
Ahora mismo tengo nivel cero de experiencia y queria preguntarle que deberia de ir aprendiendo antes de comnezar, o si usted sabe donde puedo buscar informaciòn para llegar con una minima base al menos de lo que van a explicarme.
Espero que no sean preguntas complicadas para usted.
Muchas gracias desde Bèlgica .
Hola. Bueno no sé bien qué tareas vas a desempeñar y tu conocimiento sobre el tema, pero podrías por empezar por conocer las partes de una inyectora y su funcionamiento. También puedes aprender algo sobre hidráulica en el caso que dicha empresa utilice este tipo de inyectoras. Igualmente si vas a entrar a la empresa como asistente pienso que te capacitarán al respecto. Luego en función de lo que se te explique, puedes ir ahondando sobre esos temas específicos
EliminarSaludos y suerte en tu nuevo empleo
Hola.. estoy realizando un analisis de riesgo a las maquinas de inyeccion y me gustaria saber cuales son los accidentes mas comunes durante la operacion de estas maquinas y como se pueden evitar. Me inquieta saber si es posible que se pueda cerrar el molde durante la extracción de la pieza ya que algunas maquinas tal vez por lo viejas que son no expulsan la pieza, si la sueltan pero esta no cae.
ResponderEliminarHola Yuli. Como bien dices, un riesgo que puede existir puede ser de atrapamiento. Aunque las máquinas modernas tienen sistemas de bloqueo para tal fin, en ocasiones por negligencia puede suceder que se desactiven estos sistemas o queden desactivados por una falla en la máquina. Otros riesgos pueden ser electrocución, quemaduras con plástico fundido o partes calientes de la máquina, levantamiento de pesos elevados, exposición a gases proveniente del calentamiento del plástico, exposición al ruido, proyección de partículas, tropiezos o deslizamientos, incendio o explosión de sustancias utilizadas en la limpieza de la máquina.
EliminarSaludos
Buenas tardes.
EliminarPodría decir que uno de los principales riesgos que pueden ocurrir son las quemaduras por imprudencias del técnico a cargo de la maquina. Esto se debe a que no usa los E.P.P al momento de purgar la maquina, calentar la nozzle con el soplete o en el peor de los casos que halla un problema en la nozzle y esta tenga babeo y le de al técnico por tocar el plástico que cae pensando que esta frio... Saludos.
Hola, quiero poner una empresa de creacion de productos plasticos, quiero asesoramiento de la maquinara que necesito para ello.
ResponderEliminarmi correo es :nramosguitierrez@gmail.com
Hola Miguel. Me alegro de que te haya gustado el blog. Desconozco si el manual de esa máquina está en español. Consulta al fabricante.
ResponderEliminarSaludos
Buen día, disculpa, me ha parecido muy buena la información, ya estoy recopilando para hacer una máquina de inyección manual, no sabes si existen proveedores de los cilindros de inyección o de qué material me recomendarías para uno de unos 60gr.? saludos.
ResponderEliminarHola Jufra. Existen fabricantes de cilindros de inyección como Nordson XALOY o Wexco. Si bien el material a utilizar dependerá del tipo de resina a procesar y de los requerimientos de durabilidad del cilindro, se podría utilizar un acero D2, por ejemplo para procesar poliolefinas.
EliminarSaludos
Jufra, en la escuela de diseño, como proyecto fabricamos una extrusora de plástico (pellets) a partir de una moledora de carne, de las antiguas de metal ;) Saludos Mariano desde Chile, como siempre una buena fuente de informacion.
EliminarGracias Rodrigo
EliminarSaludos
Hola muy completo el post, Enhorabuena.
ResponderEliminarEstamos buscando un fabricante de moldes de inyección de plásticos, en todos los buscadores a aparece la empresa Moldblade, parecen muy serios y por los proyectos que veo y lo implantados que están internacionalmente parecen los Nº1.
alguien ha trabajado con ellos?
Gracias
Gracias Ayana. No tengo referencias de Moldblade
EliminarSaludos
Me pareció muy buena nota. Actualmente estoy desarrollando un proyecto relacionado con el mismo objetivo. Sin embargo requiero información acerca de proveedores de maquinaria. No me podría proporcionar alguno si conociese. Por Favor, para México, correo: glori7lucely@gmail.com
ResponderEliminarHola Luz. Puedes fijarte en el siguiente enlace…
Eliminarhttp://www.quiminet.com/productos/maquinas-inyectoras-de-plastico-1606118856/proveedores.htm
Saludos
Hola he visto que se ha mencionado a la empresa Moldblade, les conozco, tienen oficina en México y fabricas en España y en China. Tienen muy buena reputación en le sector. Son fabricantes de moldes y realizan moldeo por inyección
EliminarTe dejo su contacto
http://www.moldblade.com/contacto-fabricacion-moldes-de-inyeccion-de-plastico/
saludos
Hola soy Guillermo de Argentina
ResponderEliminarMuy bueno el blog. Te hago una consulta tengo una maquina marca lida y se me complica el tema de la beta en el PVC, no puedo sacar un material homogenio y sin beta y no es por el pigmento debe ser por otra cuestión. Te agradezco la respuesta y muchas gracias
ResponderEliminarHola soy Guillermo de Argentina
ResponderEliminarHola Guillermo. Existen diversas causas que podrían estar generando vetas en las piezas además de las relacionadas con el pigmento, como ser: velocidad de tornillo inadecuada, presión posterior baja, válvula de retención gastada, relación L/D baja, temperatura de procesamiento inadecuada (asegúrate de respetar las temperaturas de procesamiento de la resina). Consulta a tu proveedor al respecto. Otras causas podrían estar relacionadas con el diseño del molde o el producto (bebedero muy grande, posición inadecuada, venteos escasos, diseño de la colada, etc.)
EliminarSaludos
Hola Mariano muchas gracias estoy cambiando de marca de compuesto hago unas pruebas y te comentó mil gracias por los datos
ResponderEliminarHola Mariano muchas gracias estoy cambiando de marca de compuesto hago unas pruebas y te comentó mil gracias por los datos
ResponderEliminarHola Mariano como puedo comunicarme con vos para hacerte algunas preguntas?
ResponderEliminarMi correo figura en mi perfil…mrn.ojeda2009@gmail.com
EliminarSaludos
Hola, ¿alguien sabe como funciona una maquina de tapas de plastico de alta velocidad? (no por inyeccion de molde)
ResponderEliminarHola Homero. Se moldea el plástico por compresión. Puedes ver el siguiente video de youtube para darte una idea de su funcionamiento…
Eliminarhttps://www.youtube.com/watch?v=5YouNrdk0qo
Saludos
Felicitaciones Mariano excelente información gracias por compartirla con nosotros, todo perfecto sólo tengo una duda en que condiciones de infraestructura deben estar las máquinas inyectoras para reducir la contaminación por ambiente o como se puede reducir esta, se tendría que encapsular el área de la máquina completa o sólo una parte se puede usar una estructura y poner plástico o cual seria una manera adecuada para sellar el área y evitar la contaminación??? Gracias
ResponderEliminarFelicitaciones Mariano excelente información gracias por compartirla con nosotros, todo perfecto sólo tengo una duda en que condiciones de infraestructura deben estar las máquinas inyectoras para reducir la contaminación por ambiente o como se puede reducir esta, se tendría que encapsular el área de la máquina completa o sólo una parte se puede usar una estructura y poner plástico o cual seria una manera adecuada para sellar el área y evitar la contaminación??? Gracias
ResponderEliminarHola Verónica. Considero que se debería aislar la totalidad de la máquina. Pero bueno dependerá del tipo de aislación requerida, contaminantes que se desea evitar, área productiva. En la estructura se debería tener en consideración la accesibilidad a la misma ya sea por cuestiones productiva como de mantenimiento y cambio de molde. Los materiales de la estructura pueden ser diversos. Puede ser una estructura metálica con ventanas que permitan monitorear el proceso
EliminarSaludos
hola Mariano muy útil tu blog me ayudo bastante,me encuentro realizando un trabajo practico y necesitaría saber si puede presentar algún tipo de riesgo o accidentes para el operario en el proceso de inyección o en la industria en general.
ResponderEliminarHola Jesica. Me alegro de que te haya sido de utilidad el blog. Bueno, creo que los principales riesgos al que está sometido un operador de una inyectora pueden ser el atrapamiento de sus manos o brazos por algún accionamiento de la máquina y quemaduras. También puede estar sometido a altas temperaturas, material particulado en suspensión en el aire, vapores tóxicos proveniente del plástico, ruido y riesgo eléctrico. En algunos casos se pueden dar trabajos repetitivos, levantamiento de cargas y daño ocular por proyección de partículas.
EliminarSaludos
buenas días mariano. quisiera saber cual es el torque que debe generar el motor para mover el husillo y trasportar el material por el barril y que presión debe que generar el pistón para poder hacer la inyección adecuada. se quiere inyectar una pieza de un volumen de 2kg de pet.. muchas gracias estaré atento a su respuesta.
ResponderEliminarHola Erwin. El par motor dependerá de la máquina de inyección empleada. Para conocer la presión de inyección se debe considerar el área proyectada, recorrido de flujo y espesor de pared de la pieza. Fíjate en el siguiente enlace…
Eliminarhttp://tecnologiadelosplasticos.blogspot.com.ar/2012/08/fuerza-de-cierre-clamping-force.html
Saludos
https://www.facebook.com/tucerebrodigital/videos/1013363532008435/
ResponderEliminarHola!!!!
ResponderEliminarMe podrian enviar informacion sobre la limpieza que se debe hacer en las tolvas y las herramientas a utilizar.
Saludos
Hola!!!!
ResponderEliminarMe podrian enviar informacion sobre la limpieza que se debe hacer en las tolvas y las herramientas a utilizar.
Saludos
buenas noches estoy nuevo en esto quiero saber como montar una empresa recuperadora de plastico
ResponderEliminargracias
ResponderEliminarHola Ferdinando. Como con cualquier proyecto, te recomiendo realizar un plan de negocio y un estudio de mercado con el fin de cuantificar costos productivos, maquinaria necesaria, proveedores, clientes potenciales, retorno del capital invertido, etc.
EliminarSaludos
hola mariano estoy inyectando preformas color ambar y en la base me esta saliendo flash cual sera la causa del flash
ResponderEliminarHola Charlie. Las causas del flash pueden ser varias como, por ejemplo, baja viscosidad del material, dimensión de colada pequeño, inadecuada ubicación de la línea de cierre, venteos grandes, deformación plástica de las placas del molde, temperatura del plástico alta, presión de inyección alta, temperatura de molde alta y/o fuerza de cierre insuficiente.
EliminarSaludos
Excelente trabajo, podrías ayudarme a saber cual husillo usar para una ampolleta de 5g.
ResponderEliminarGracias. Para establecer la máquina a utilizar se debe considerar el área proyectada de la pieza plástica, además de la capacidad de inyección y tamaño del molde. Puedes ver el siguiente artículo del blog…
Eliminarhttp://tecnologiadelosplasticos.blogspot.com.ar/2012/08/fuerza-de-cierre-clamping-force.html
El tipo de tornillo, diseño y material constitutivo, dependerá del plástico a procesar
Saludos
Muy bueno el trabajo. Solo tengo una consulta. Las maquinas inyectoras son maquinas de CNC ??(control numérico computarizado) y como puedo saber si es de CNC o si tenes alguna info. Muchas gracias si tenes una respuesta me gustaría que me la envies a mi correo si no es mucha molestia eldario73@hotmail.com muchas gracias
ResponderEliminarHola Sergio. Existen máquinas de inyección de última generación que presentan CNC. Generalmente son inyectoras eléctricas de alta precisión. Comúnmente las inyectoras utilizan un PLC.
EliminarSaludos
hola mariano soy lucas de argentina. te hago una consulta. resulta que nosotros inyectamos paneles sandwich para bateas. el tema es que la pieza se chupa, esto ocurre en los dias de calor cuando la temperatura sube. mi pregunta es como mantener o llevar a una temperatura ideal de 25grados. cual es la cuestion a refrigerar'. las mangueras' o los tambores'. muchas gracias.
ResponderEliminarHola Lucas. Se debería utilizar un atemperador para mantener una temperatura constante.
EliminarSaludos
Excelente documento! Felicidades!!
ResponderEliminarMe alegro de que haya gustado
EliminarSaludos
Mariano te consulto, trabajando con nylon, siempre reniego con la piel de naranja, a quie temperatura me recomendas trabajarlo? y ctas horas de secado del material?¿ muchas gracias saludos
ResponderEliminarHola. La temperatura de trabajo dependerá de la resina. Lo ideal sería consultar a tu proveedor. En el siguiente enlace puedes ver temperaturas y tiempos de secado para distintos tipos de nylon…
Eliminarhttp://www.ttequip.com/knowledgelibrary/KnowledgeLibraryMaterialDryingTemperatures.htm
Saludos
good blog.
ResponderEliminarplastic injection mold maker&supplier recommendation, China Promising Mold Plastic co.,ltd, I am cherry and I worked as a mold sales for 7 years and I worker at PMP MOLD for 5 years, we make plastic injection mold like 2-shot mold, insert mold,unscrew mold, over mold, multi-cavities mold etc, we focus on mold export business for 9 year, key customers are from Europe and North America, any needs, please contact me at cherry@pmpmold.com, we are in ShenZhen, China, a good&reliable mold supplier,www.cpmpmold.com
ResponderEliminardatos acerca de la tolva de secadora
ResponderEliminarhttps://www.interempresas.net/Plastico/FeriaVirtual/Producto-Tolva-secadora-secado-por-aire-caliente-SHD-19480.html
EliminarSaludos
Buen día... Busco fabricantes de husillo y camisas en Ecuador para maquina inyectora... mi correo es luis_draft3d@hotmail.com
ResponderEliminarbuenas tardes tengo problema en una inyectora la carga del tornillo no es pareja ,la pieza no queda siempre igual a veces carga poco y otras veces demasiado ,la pieza pesa 17 gr pero tengo que regular la carga del tornillo en 70gr que puede ser cambio el material funciona bien 1 o 2 hs y empieza a quedarse y no carga bien .
ResponderEliminarHola Horacio. Pueden ser varios los factores que provoquen esa falla. Primeramente deberías verificar que no existen variaciones de MFI en las resinas que estás utilizando. Un parámetro del proceso a considerar es la contrapresión. Siempre se recomienda presión de retorno para asegurar un tamaño de la inyección constante y fusión homogénea. En cuanto a la máquina, deberías verificar el funcionamiento del sistema hidráulico, sensores, termocuplas. También debes revisar que la válvula antirretorno no esté gastada, al igual que el barril.
EliminarSaludos
Muy buen blog. Alguien me podría dar información sobre las funciones de cada botón del panel de control de una inyectora de plástico? Por favor
ResponderEliminarGracias. Bueno, puede variar dependiendo de cada máquina. Comúnmente las explicaciones están dadas en el manual de uso que viene con la inyectora. Puedes fijarte en la siguiente página un ejemplo…
Eliminarhttp://www.powerjet-machinery.com/control-panel-keys-powerjet-injection-molding-machines/
Saludos
Buenas tardes sr. Mariano. Me interesa mucho alguna información que ha publicado en su blog sobre inyección y me gustaría referenciarlo a usted en el marco teórico de mi trabajo de grado. Para esto necesito alguna información de la fuente a la que no tengo acceso. Tiene alguna recomendación? Le agradezco.
ResponderEliminarHola. Las fuentes serían apuntes de estudio de cursos que he realizado
EliminarSaludos
Saludos
ResponderEliminarDe pronto alguien me puede ayudar en una maquina inyectora a que se debe que la carga de material sea lenta. Cual podria ser el problema
Hola. Pueden ser varios los factores como, por ejemplo, composición del material, MFI, aditivos y pigmento, temperatura baja del cañón, granulometría de la resina, velocidad del tornillo, contrapresión, diseño del tornillo
EliminarSaludos
Hola Mariano, como siempre la mejor pagina en la red desde hace varios años que contiene la información precisa y técnica sobre plásticos.
ResponderEliminarMe gustaria saber si me puedes recomendar algún libro o información que trate sobre las consideraciones a tener en cuenta al momento de diseñar piezas en plástico.
saludos!
Hola Rodrigo. Gracias por tus palabras. Un libro puede ser “Plastic part design” de Robert Malloy. En la siguiente página puedes encontrar otros libros sobre diseño…
Eliminarhttp://www.hanserpublications.com
Saludos
Solo para sumarme en esta Ola de saludos y felicitaciones por tan excelente Blog, Éxitos.....
ResponderEliminarGracias Wilder
EliminarBuenas Tardes : trabajo en una empresa de plásticos como supervisor ,se presento una dificultas con una tapa gris plateada es de presentación y la pieza sale con vetas por e intentado por todos los medios me dijeron que aplicando un aditivo que se llama incromol mejora la di yo no lo e trabajado alguien me puede asesorar
ResponderEliminarHola William. No conozco un aditivo con ese nombre. Habría primeramente que establecer la causa de las vetas. Estas pueden ser vetas por fluencia: sustrato del masterbatch diferente al material, tamaño de partícula de pigmento inadecuado, baja solubilidad del colorante, bebedero muy grande o posición inadecuada, venteos escasos, falta de homogenización, presión posterior baja, válvula de retención gastada, punta de tornillo sin mezclador, relación L/D baja. También se pueden presentar vetas por los aditivos o cargas. Otros factores que pueden presentarse en forma de vetas son material no plastificado y humedad o contaminación en la resina
EliminarSaludos
Buenas amigo, los colores plateados salvo colorantes muy exclusivos, suelen tener cierto grado de veteado... a el proveedor de colorantes coméntaselo y seguro que tiene algún otro tinte que sea más adecuado a lo que necesitas;)
EliminarMariano buenas tardes, te escribo desde Colombia. Primero que todo te felicito por este excelente blog, muy completa la información. Y en segundo lugar quisiera saber si me puedes recomendar alguna marca para una inyectora de cubiertos, teniendo en cuenta que tenemos la idea de crear una empresa para producirlos, pero no tenemos conocimiento acerca del tema. Te agradecería mucho la información y que otros consejos nos pudieras brindar
ResponderEliminarHola amigo, mucha suerte en tu empresa, yo soy empresario del sector de la inyección y actualmente tengo máquinas Engel que junto con Arbourg para mí son las mejores, pero hay otras muchas máquinas más económicas y cualquiera te puede valer para la tarea que quieres desempeñar. Un saludo
EliminarHola. Gracias. La verdad que existen un amplia variedad de marcas de inyectoras. Incluso en un mismo fabricante tendrás varios modelos y tecnologías diferentes hidráulicas, híbridas, eléctricas. Esto tendrá real influencia sobre las prestaciones de la máquina y obviamente en su precio. Algunas marcas de inyectoras son Engel, Krauss-Maffei, Wittmann-Battenfeld, Arburg, Milacron, Sumitomo, Nissei. También existen máquinas chinas como las Haitian. Como dice Leandro tal vez una máquina económica te puede ser útil para el objetivo que persigues.
EliminarSaludos
Muchas gracias por su aporte, pero para la producción de cubiertos cual me recomendarian y que costo puede tener?
EliminarMuchas gracias por su aporte, pero para la producción de cubiertos cual me recomendarian y que costo puede tener?
EliminarDebes consultar precios a las empresas que te nombré. No dispongo de precios actualizados. La máquina a comprar mucho dependerá de cuál sea tu capital. En la medida de lo posible, opta por marcas reconocidas. Por ejemplo una Arburg. Otra podría ser una Negri Bossi. Tienen una buena relación costo-calidad. Pensando también en que el día de mañana puedes requerir inyectar otro tipo de artículos, dependiendo de los requerimientos del mercado. Puedes averiguar también máquinas usadas y/o reacondicionadas. Asimismo deberás tener en cuenta la exigencia de calidad del mercado al que apuntas. Máquinas más baratas pueden ser las chinas…
Eliminarhttps://www.alibaba.com/showroom/cutlery-plastic-injection-moulding-machine.html
A la hora de la compra de la máquina deberás tener en cuenta no solo sus características técnicas, sino también el servicio post-venta, disponibilidad de repuestos, mantenimiento, operatividad, capacitación
Saludos
Hola mariano....una consulta necesito laminar poliestireno de 40 cm que tornillo y camisa necesito L:D ? .
ResponderEliminarY gracias por compartir tus conocimientos ...
Hola Ramiro. Se podría utilizar un tornillo barrera de 25-30 L/D. Pero igualmente es recomendable consultar al proveedor de resina sobre la máquina más apropiada en función del grado de poliestireno empleado
EliminarSaludos
Saludo Mariano. Tengo poco capital para comprar una extrusora industrial y como apenas quiero iniciar el negocio la idea seria una maquina de pequeñas dimensiones que despues se le pueda hacer modificaciones como el husillo o el tambor acordes a los incrementos de volumen de pedidos. Tengo dos diseños en papel que he podido ubicar por internet y tengo unos videos en youtube en donde he podido conocer el funcionamiento de esta maquina que segun la informacion que he recogido no es de una gran tecnologia que no se pueda hacer. Que me puedes recomendar para logra estos objetivos. De verdad muy agradecido por tu colaboracion.
ResponderEliminarHola Federico. Se puede hacer pero no es sencillo fabricar una extrusora. Se requiere de maquinaria apropiada para la fabricación del tornillo y del cañón. Las consideraciones para el diseño del tornillo también es muy importante para lograr una plastificación adecuada del material. Tal vez puedas adquirir una máquina usada y acondicionarla. Suelen aparecer avisos en Internet sobre extrusoras usadas o partes de extrusoras
EliminarSaludos
saludos e estado trabajando extruyendo pvc pero me gustaria extruir pla, alguien sabe si es factible realizar el uso de ese material y donde podria conseguir materia prima de PLA.
ResponderEliminarhttp://www.matweb.com/Search/MaterialGroupSearch.aspx?GroupID=1171
EliminarLas propiedades y procesamiento son distintos al del PVC. El PLA es más comparable al PET. De hecho, generalmente se puede procesar con la misma maquinaria.
Saludos
Hola. Queria preguntar cuando la.inyeccion deja mucho colchon puede producir que no se llene bien el.producto y salgan algunas fisuras ? Si llega muy cerca del final y queda muy poco colchon queda excelente. A que se debe ? Saludos y gracias desde ya.
ResponderEliminarHola Juampy. Puede ser debido a la compactación del material dentro del molde. Una compactación excesiva puede dar como resultado tensiones que luego se traducirán en grietas en la pieza. Se puede probar bajar la presión de mantenimiento
EliminarSaludos
Hola Mariano, en primer lugar lo felicito por el trabajo que realiza compartiendo la gran cantidad de conocimientos que posee, son muy valiosos.
ResponderEliminarHace un tiempo, le hice una consulta que me permitio encaminar mi proyecto, pero, me doy cuenta que tanta información me esta abrumando.
Mi proyecto consiste en realizar los soportes para las lentes de lupas de mano, empleando PET, quizas reciclado. Sería una producción de 400 lupas aprox, cada una de 25gr. Atendiendo a sus orientaciones, indague acerca del proceso de intrusion, pero, creo que no se adecuaba a lo que necesito, entonces comencé a decantarme por el moldeo por inyección, especificamente por el moldeo de 2 etapas, empleando un husillo como plastificador, de 1plg de diametro y una relacion L/D=24, y un piston para la inyeccion mediante un actuador de 500kg(con el que cuento), no estoy seguro si es adecuado segun las presiones de inyeccion recomendadas para el PET. El fundido entraria en un molde, cuya unidad de cierre, sería totalmente manual (teniendo en cuenta que la prensa diseñada, resista la presión de inyeccion). Mis dudas son respecto de:
- En base a su experiencia, para la produccion estimada, la inyeccion seria viable o algun otro proceso seria más idoneo.?
- he visto que mayormete se utilizan unidades de cierre hidraulicas o electricas, entonces no se si una prensa manual influiria notablemente en la pieza final.?
- Es el PET la mejor opción en cuanto al reciclaje.?
Y añado algo que no he podido determinar, generalmente que perfiles se emplean en los husillos.?
Perdone usted si me he extendido, pero de verdad sus orientaciones serian muy valiosas para poder encaminar de manera correcta mi proyecto.
Saludos desde Venezuela.!
Hola Yerson. Son pocas piezas para el proceso de inyección. Deberías calcular cuál sería el coste considerando maquinaria, molde, energía eléctrica, mano de obra, etc. y a cuánto deberías vender el producto para cubrir ese coste y tener ganancia.
EliminarPara el cálculo de la fuerza de cierre requerida puedes ver el siguiente artículo…
http://tecnologiadelosplasticos.blogspot.com.ar/2012/08/fuerza-de-cierre-clamping-force.html
El PET requiere deshumidificación para su procesamiento, lo que suma un coste extra.
http://www.viewmold.com/sources/Plastic_resin_injection_molding_processing_condition/PET_injection_molding_processing_condition.html
Saludos
Muchas gracias por su respuesta,
EliminarEl proyecto se enfoca en la investigacíon e innovación, y de hecho, en principio no se espera obtener ganancias partir de las piezas.
Pero, me surge otra interrogante, para bajos niveles de producción que procesos son los más idoneos.?
He investigado que la inyeccion de una etapa mediante piston pudiese ser una opción, a pesar de las desventajas que presenta y el rotomoldeo(aunque este ultimo no lo conozco muy bien).
Saludos y espero que reciba un Feliz 2018.!
Dependerá de la pieza a producir, pero para bajos niveles de producción se puede recurrir al uso de resinas termoestable de colada (poliéster, poliuretano, epoxi). El rotomoldeo se emplea para piezas huecas, generalmente de gran tamaño. Aunque también es empleado para el moldeado de piezas pequeñas de plastisol (Ej.: cabezas de muñecas). En ocasiones puede emplearse la inyección para pocas piezas utilizando moldes de bajo costo fabricados de resina epoxi empleando una inyectora como la que mencionas.
EliminarEl mecanizado (fresado, torneado, corte…) es otra opción para bajo número de piezas. Luego está la impresión 3D, pero más bien es empleada en la fabricación de prototipos.
Feliz año
Muchas gracias Mariano, tendre muy en cuenta sus orientaciones.
ResponderEliminarPero, cuando dice "empleando una inyectora como la que mencionas" se refiere, a la de piston.? a la inyeccion de dos etapas con tornillo de plastificacion.?
Y he investigado respecto de la viscosidad del PET, pero, queria saber si se toma un valor de viscosidad aparente para el PET a 280C aprox, para inyeccion? o se toma en general una velocidad de corte para el proceso de extrusion e inyección y a partir de allí se dertermina la viscosidad del proceso. ? Muchas gracias de antemano.
Saludos.!
Me refiero a una inyectora de pistón. La viscosidad aparente depende tanto de la temperatura como del esfuerzo de corte. Puedes fijarte el siguiente artículo…
Eliminarhttps://www.theseus.fi/bitstream/handle/10024/57923/Salminen_Pontus.pdf
Saludos
Hola Ing. Mariano, agradezco una vez más sus orientaciones, y lo
Eliminarfelicito por el trabajo en su blog, tiene mucha información, muy util.
Continuando con mi investigación me surge otra duda, es respecto a la
velocidad de cristalizacíon del PET, que es baja, lo que limitaria el
grosor de la pieza a inyectar.
Mi duda es, en base a su experiencia, si debo producir una barra
cilindrica de 12mm de diametro por 100mm de largo, a partir de PET,
sería inconveniente.?
Y desde su punto de vista es realmente el PET un polimero apto para
moldeo por inyeccion, o seria mejor recurrir al PP o el PE, que son
más convencionales.?
Saludos desde Venezuela, y de verdad le agradezco mucho su ayuda.!
La inyección es bastante empleada para el moldeo del PET. De hecho, se emplea en la fabricación de preformas para las botellas carbonatadas, que constituye una de sus principales aplicaciones. Pero sí requiere de condiciones muy específicas de moldeo en cuanto a secado, temperatura de procesamiento y del molde. Se recurre a este plástico cuando sus propiedades y características son requeridas por el producto en cuanto a resistencia mecánica, resistencia a la temperatura, transparencia, barrera a los gases y aromas, etc. De no ser así, una poliolefina sería una mejor opción, además de ser menos costosa.
EliminarHola Mariano te felicito por este gran trabajo, te escribo desde Medellín, te pregunto tienes conocimiento de la cantidad de presión que se le debe de aplicar a un metacrilato (Polimetilmetacrilato) al momento de ser inyectado? te recuerdo este plástico compite en cuanto a aplicaciones con otros plásticos como el policarbonato (PC) o el poliestireno (PS).
ResponderEliminarMil gracias, presto a tu respuesta.
Hola. Si bien tiene influencia la viscosidad el polímero, tal como dice Leandro en el siguiente comentario, la presión dependerá principalmente de la pieza a inyectar. Puedes fijarte el siguiente artículo del blog…
Eliminarhttp://tecnologiadelosplasticos.blogspot.com/2012/08/fuerza-de-cierre-clamping-force.html
Saludos
Buenas... Independientemente del material a inyectar, no hay unas presiones preestablecidas como pasa con la temperatura que si se puede dar una aproximación teniendo en cuenta el punto de fusión de cada material. La presión variará mucho dependiendo de la cantidad de material a inyectar, la distancia a llenar... el espesor de las paredes de las figuras a llenar....
ResponderEliminarHola buenas tardes soy estudiante de Lic. En Organizacion Industrial en Argentina. Estoy realizando un proyecto para la facu y estamos investigando sobre el rubro. "Necesito por favor la tasa de obsolescencia de las maquinarias". Desde ya muchas gracias
ResponderEliminarHola. Es un tanto difícil establecer una tasa de obsolescencia de la maquinaria a nivel general en la industria. Tenés empresas que utilizan máquinas de los años 70-80 como empresas que cuentan con el capital para comprar máquinas último modelo, e incluso empresas en las que conviven máquinas antiguas con modernas.
EliminarOtro factor determinante a la hora de decidir sustituir una máquina es el tipo de producto que haga cada empresa y el tipo de mantenimiento y actualización que haga de los equipos. Pienso que una empresa de primera línea a los 10-15 años debería de pensar en adquirir nueva tecnología para una mejor competividad. Pero hay quienes optan por actualizar la que tienen. Mucho tiene que ver en esta decisión la situación economía del país.
Saludos
Hola Mariano, ante todo muy bueno tu blog. Soy de Argentina y necesito información sobre las boquillas de los moldes y picos de las inyectoras. Quisiera saber que tipo de acero se usa y si es necesario realizarle algún tratamiento térmico? Desde ya muchas gracias.
ResponderEliminarHola Andrea. Se podría utilizar una aleación cromo-molibdeno (D2, H13). También se puede emplear una aleación cobre-berilio (es más empleado en sistema de colada caliente). Según sea requerido se pueden hacer tratamientos superficiales como nitrurado o si se procesan materiales muy corrosivos como el PVC, se puede hacer cromado
Eliminarhola mariano, yo quisiera saber que tipo de material se usa para las barras guías y que especificaciones pueden tener, me ayudarias bastante apoyandome con mi duda. saludos
ResponderEliminarHola Alberto. Bueno, dependerá de la inyectora y de las guías en cuestión. Algunos aceros utilizados en guías pueden ser 100Cr6, C60W, 16MnCr5, 20MnCr5. También puede haber de SAE 1045. Depende de los requerimientos mecánicos que tenga la barra
EliminarHola me venden una negri bossi v7 9 USD 3500, parece con poco uso, me interesa meterme en el negocio, pero 1) no se si es buen negocio teniendo en cuenta los avances en este tipo de maquinas 2) que tipos de articulos es conveniente costo (tiempo de produccion y gasto electricidad) beneficio. Me puedes auxiliar a pensar el tema?
ResponderEliminarHola Luis. Te recomiendo leer el siguiente artículo…
Eliminarhttps://www.improve-your-injection-molding.com/plastic-injection-molding-machine.html
Muy bien, así lo haré muchas gracias
ResponderEliminarSaludos
hols me gustaría saber los problemas más comunes que puede tener esta máquina.
ResponderEliminarSaludos desde españa
Hola Zoper. Los problemas pueden variar dependiendo del tipo de máquina. Algunos de ellos pueden ser desgaste de tornillo y husillo o algún otro componente móvil, pérdida de fluidos (aceite o agua), filtro tapado, fallos eléctricos y electrónicos (falsos contactos, resistencias quemadas, conectores flojos, termocuplas, tarjeta controladora, etc.)
EliminarSaludos
Hola, Me gusto tu explicacion bien definidas y utilizare parte de la información en mi trabajo de grado pero como sabes necesito al menos el apellido del autor, me gustaría saber si me puedes dar tu nombre y apellido para anexarlo a mi proyecto. Por favor
ResponderEliminarSaludos..
Dianelly Chirinos.
Hola Dianelly. Son apuntes de estudios realizados
EliminarSaludos
Mariano Ojeda
Buenos días,
ResponderEliminarTeniendo en cuenta que salvo desmontando el plastificador se puede realizar una limpieza perfecta y en principio queremos evitarlo, como crees que es la mejor forma de dejarlo en las paradas, cargado de plástico por completo y que cuando volvamos a aportar calor tenga mas masa para repartirlo, o por el contrario realizar purgas y dejarlo "vacio" sabiendo que siempre quedan restos y por tanto el calor incidiria mas sobre los mismos????
Hola. Desde el punto de vista de degradación del material, considero que dejarlo lo más vacío posible sería mejor. Al haber más plástico en el cañón, más material es el que se puede degradar al comenzar a calentar. El plástico no es un buen conductor de calor y la temperatura no se homogeniza rápidamente en toda la masa plástica. El material que se encuentra en contacto con las paredes del barril es el que recibiría la mayor carga térmica hasta que se funde todo el plástico. Pero bueno, dependerá del plástico a procesar. Existen plásticos más sensibles a la temperatura que otros. Es conveniente consultar al proveedor de la resina plástica las recomendaciones sobre arranque y parada de la inyectora
EliminarSaludos
Buenas noches Mariano, muy bueno el blog.
ResponderEliminarSe puede inyectar preformas de PET en una máquina que está inyectando Polipropileno, o hay que modificar algo.
Saludos
Marcelo
Hola Marcelo. Dependerá de la versatilidad de la máquina. Deberías consultar al fabricante
EliminarMariano: ¿Existen las matrices de inyección con salientes retráctiles? Estos salientes dejarían una significativa impronta cóncava en las piezas plásticas pero, al llegar el desmolde, retrocederían hacia fuera de las cavidades para evitar anclajes. Lo que me lleva a suponer su existencia son las piernas inyectadas de ciertos muñecos: Tienen un agujero en la planta de cada pie (de corte hexagonal y bastante más hondo que ancho) que permiten a la figura pararse sobre las clavijas de sujeción que hay en otros productos de la misma línea (exhibidores y playsets). Éste agujero se hunde justo a la altura de la línea de rebaba (el centro geométrico de su boca hexagonal hace “eje” sobre esa línea), de manera que tanto el agujero como el saliente que le dio forma contrarían en perpendicular el sentido de las dos mitades de la matriz al separarse y el de los expulsores al empujar. Su hueco deja adivinar la forma de los supuestos salientes retráctiles: Unos bastones de corte hexagonal comparables, podría decirse, a los propios expulsores. Pensar que estos bastones son parte inmóvil de una u otra mitad de la matriz implicaría un desmolde demasiado trabado. Y si el bastón se presentara partido longitudinalmente en dos mitades y con cada una fija a cada mitad de la matriz sería mucho peor, ya que eso provocaría un desmolde con anclaje seguido de desgarro. Que el saliente fuera una pieza íntegra y retráctil parecería lo más viable, aunque... ¿Existe eso o estoy suponiendo demasiado? Desde ya, gracias por tu respuesta.
ResponderEliminarHola Miguel. Existen moldes de correderas y noyos, encargados de crear roscas externas, orificios, nervaduras o costillas en una pieza inyectada. Es bastante frecuente su uso en moldeo por inyección. En algunos casos se aprovecha el mismo movimiento de apertura del molde para retracción del perno y en otras es un movimiento independiente accionado por un pistón o rotor. En el caso que mencionas, pienso que previo a la apertura del molde los noyos se retraen, quedando formado el orificio en la pieza
EliminarGracias por contestar, Mariano. Era de esperar que los noyos móviles existieran, ya que solo algo así explicaría de manera sensata los agujeros en los pies de estos muñecos. Las matrices en cuestión fueron usadas en el extranjero a finales de los años setenta y estaban hechas de acero. Cuando se las replicó en Argentina a principio de los años ochenta, por una cuestión de costos se eligió el ZAMAK y el proceso “hard-copy” a partir de figuras importadas; obviando así la inclusión de los noyos. Las figuras hechas acá, entonces, quedaron sin agujeros en los pies; una característica que entre los coleccionistas siempre resultó inequívoca. Y como los exhibidores y playsets con clavijas de sujeción quedaron inéditos en la versión argentina de la línea, nadie echó en falta esos agujeros. La razón de fondo, sin embargo, permaneció en el misterio durante años y aun hoy resulta algo esquiva. Hace poco, por suerte, quien fuera dueño de la empresa que fabricó en Argentina aquellos muñecos trató de explicar las cosas; diciendo que las matrices de ZAMAK «no tienen los movimientos en la inyectora que tiene un molde de acero.» Una explicación escueta para una duda tan grande entre los coleccionistas, aunque para mí la palabra “movimiento” fue como la Piedra de Rosetta en éste misterio: Deducir la existencia de pernos con “movimiento” fue cuestión de sentarme, observar aquellas piernas con agujeros y deducir la mecánica de su creación. ¡Y ahora tengo el aval de, al menos, no haber estado imaginando mal! Muchas gracias por eso y hasta luego.
EliminarGracias Mariano por la oportunidad de compartir tu blog deseo por otro lado tomar contacto con fabricantes de matrices en Lima Peru a fin de ver la posibilidad de apoyo en un proyecto educativo de Matricería e Inyección de Plásticos, desde el Instituto Tecnológico Público Nueva Esperanza en Trujillo- PERU.
ResponderEliminarcontactar con Jose Antonio Neciosup Cabanillas
whatsapp 996677042 o josez2525@gmail.com
Gracias Mariano por tu Blog. pertenezco a una institución educativa Tecnológica en Trujillo- PERU en el Programa de Estudios de Mecánica de Producción y estamos fortaleciendo el area de Matricería para lo cual estamos continuamente participando en proyectos de apoyo del estado y con lo cual nos ha permitido equipar nuestro laboratorio de inyección con una máquina LOG de 100 TM y estamos por recibir un centro de mecanizado CNC, deseamos la participación y apoyo en el mundo de los plásticos por lo cual deseamos contactar con gente de matricería e inyección para compartir experiencias apuntamos a implementar nuestro equipamiento para la enseñanza aprendizaje y también para armar un proyecto de producción con la participación conjunta.
ResponderEliminarAtte Jose Antonio Neciosup
Whatsapp 996677042
Coordinador de Mecánica de Producción
INSTITUTO TECNOLOGICO NUEVA ESPERANZA
Enhorabuena por el proyecto. ojalá te puedan contactar para al respecto
EliminarSaludos
Hola buenas tardes Mariano,
ResponderEliminarEn el proceso de inyección de plástico cual es el porcentaje adecuado de plástico virgen y reciclado utilizando poliestireno cristal.
Muchas gracias
Saludos