El poliacetal, también llamado polioximetileno (POM), acetal o poliformaldehído es un termoplástico de ingeniería, usado en partes de precisión que requieren alta rigidez, baja fricción y una excelente estabilidad dimensional. Fue creado por DuPont entre 1952 y 1956, siendo más conocido por su marca comercial: delrin.
También se conoce este plástico como resina acetálica. Fue obtenido por primera vez por el químico Staudinger, pero debido a su inestabilidad térmica se desechó su fabricación industrial. El hecho de que sus propiedades mecánicas eran incluso superiores a las de las poliamidas, hizo que se trabajara intensamente para solventar este problema de baja resistencia térmica. Así en 1958 aparecieron el homopolímero acetático, y el copolímero acetático. En el primero se consiguió su estabilidad térmica mediante aditivos. Otra ventaja importantísima que presenta el POM es su relativamente fácil procesabilidad.
Un factor favorable adicional es la capacidad del POM para el reciclado químico, mediante escisión de monómeros, sin pérdida de propiedades físico-químicas, y que representa un atributo adicional para las aplicaciones en que se debe tener en cuenta la economía del reciclado.
La capacidad productiva de estos materiales en Europa occidental es de unas 147.000 T/año, repartidas entre Hoechst (Hostaform), Basf (Ultraform) y DuPont (Delrin). Esta última compañía se plantea ampliar su capacidad actual en Dordrecht en 35.000 T/año.
Homopolímeros y copolímeros
Los homopolímeros de acetal (por ejemplo Delrin) se forman durante la polimerización del formaldehído. Debido al denso arracimado de cadenas moleculares alternativas, construidas con grupos oxígeno y metileno, son altamente cristalinos y se encuentran entre los termoplásticos no reforzados más rígidos y resistentes.
 |
| Las ruedas de polioximetileno trabajan a velocidades elevadas sin necesidad de engrase. En la misma pieza, la corona de mayor diámetro va conducida por un vis-sin-fin de acero, en tanto que la integrada de diámetro menor conduce una correa de transmisión dentada. |
Fórmula y síntesis

La polimerización del formaldehído tiene lugar mediante por lo se ha dado en llamar polimerización aniónica del grupo carbonilo. El grupo carbonilo es polimerizado por una gran variedad de iniciadores aniónicos. El grupo carbonilo del formaldehído es altamente susceptible de sufrir un ataque nucleófilo y este monómero puede ser polimerizado con mas de una base. Alquilos metálicos, alcóxidos, fenolatos y carboxilatos, alúmina hidratada, aminas, piridina son efectivas en la polimerización del formaldehído.
La polimerización tiene lugar de la siguiente forma:

En la iniciación de la reacción, la especie aniónica A- produce un anión alcóxido y un contra ión G+. La propagación ocurre de similar manera y la terminación ocurre por la trasferencia de un protón del ZH. El agente de transferencia ZH puede ser una variedad de compuesto capaz de ceder un protón en la propagación del anión alcóxido, tal como agua o un alcohol.
Los grupos terminales semi-acetal -O-C-OH son inicialmente inestables y se estabilizan mediante esterificación con anhídrido acético. El ataque químico de estos enlaces éster mediante agua o álcalis lleva mediante la hidrólisis de estos enlaces a una progresiva descomposición de la cadena polimérica. Esta descomposición puede retardarse mediante una estabilización.
Los copolímeros de acetal (Hostaform, Duraform) son resistentes a los álcalis y aún más resistentes al agua caliente. Esto se ha conseguido mediante un proceso de polimerización modificado, en el que el monómero principal el trímero cíclico de formaldehído (trioxan) y la estructura "acetal" quedan interrumpidos por enlaces carbono -C-C- estables y la cadena se termina con grupos finales HO-CH2-CH2. Se produce una ligera reducción en el grado de cristalización respecto al homopolímero, que afecta a la resistencia mecánica y a la dureza.
 |
| Los copolímeros acetálicos tienen un especial campo de aplicación en la producción de piezas en las que el llenado del molde es un auténtico compromiso. Por ello, cuando se trata de productos en que se precisa un material de muy elevada fluencia, los POM son los materiales de selección. |
Características
El uso del POM esta acotado debido a su valor, empleándose principalmente en los casos en que una alta resistencia es requerida pudiendo suplantar tanto a las poliamidas como al teflón en sus aplicaciones mecánicas.
Estos materiales se suministran también en grados reforzados y se componen aleaciones con elastómeros que constituyen materiales de alta resistencia al impacto (Delrin T, Ultraform N2640 X).
La clasificación de los materiales de moldeo y extrusión de POM reforzados con fibras y/o cargas dada por ASTM 2948 incluye números de célula para:
- Densidad, min. 9 células; 1,45 a 1,70 kg/m
- Resistencia a la tracción, min. 9 células; 48 a 103 MPa
- Elongación a rotura, min. 4 células: 1,0 a 8,0%
- Módulo elástico, min. 9 células: 3400 a 9000 MPA
- Temperatura deflexión a 1,82 MPa 9 células: 116 a 160 C
NOTA: La ASTM D 4181-83 es una especificación propuesta de acuerdo con la D 4000 (Sección 6.2.3) para facilitar la incorporación de futuros materiales u otros no especificados, que da células aumentadas, símbolos y formatos de sufijos.
 |
| Gránulos de POM |
Los POM se suministran en forma de gránulos opacos (natural) o coloreados. Los grados para extrusión y extrusión-soplado tienen un MFI (índice de fluencia) de 190/2:2.5-1. Para inyección, con un MFI de 9 aproximadamente, se suministran también modificados con disulfuro de molibdeno, con aditivos minerales, con PTFE, PE, con aceite de silicona para mejorar características al deslizamiento en seco y desgaste, se refuerzan con un 10-40% de fibra de vidrio (MFI: 4-3), y se refuerzan también de forma anisotrópica con esferas de vidrio o minerales (MFI: 13-10 aproximadamente).
Son muy interesantes los grados de fácil flujo para moldeo de precisión de piezas inyectadas de pared delgada (MFI: 13-50) y las aleaciones micro-multifase con elastómeros que contienen 50% de TPU (termoplástico de poliuretano), que se alean para obtener relaciones de rigidez/dureza específicas para moldeados con alta absorción de energía. Existen también formulaciones anti-estáticas, eléctricamente conductoras y resistentes a la radiación UV.
Para la formación de una buena estructura cristalina y de superficie, los moldes (o la hilera de pulido en extrusión) deben calentarse entre 60 y 130ºC. Puede evitarse la post-contracción después del moldeo mediante revenido a 110-140ºC, incluso a temperaturas mayores si se trata de perfiles macizos. La contracción de los POM reforzados con fibra de vidrio depende de la dirección de la fibra.
Las piezas pueden plegarse en el campo de la temperatura cristalina y pueden soldarse (mediante elemento calefactor, fricción o ultrasonidos), pero no pueden encolarse en uniones de alta resistencia con adhesivos. Pueden usarse, además, clavos o remaches.
Para el acabado mediante lacado o metalizado en vacío es necesario tratar la superficie al aguafuerte con agentes ácidos. Hay grados especiales para galvanizado. Los poliacetales no son atacados por los disolventes de la tinta de impresión y pueden imprimirse sólo inmediatamente después de un tratamiento de plasma o corona o de ataque ácido.
En la impresión por polidifusión, la tinta aplicada espesa sobre la superficie se difunde, mediante un breve tratamiento térmico del artículo (100-150ºC), al interior de la superficie.
Los POM son materiales de ingeniería con una considerable resistencia y capacidad de carga dinámica que se extiende durante un amplio campo de temperaturas. Con una temperatura de transición vítrea de -60ºC, conservan su resistencia al impacto hasta -40ºC.
Debido a su dureza superficial y bajo coeficiente de fricción (0,3-0,2 estático y 0,25-0,15 dinámico con el acero), los POM tienen una extraordinaria resistencia al desgaste y no son propensos a fisuración por tensión. El límite de temperatura bajo carga en aire o agua caliente es de 80-85ºC para los homopolímeros y por encima de los 100ºC para los copolímeros. Tienen baja permeabilidad a gases y vapores.
Los UV y la radiación de alta energía dañan al POM. Queman con una llama azul débil y gotean. No son tóxicos y algunos grados son considerados válidos para el contacto con productos alimentarios. Sus buenas propiedades dieléctricas y aislantes son poco afectadas por la temperatura y la frecuencia y debido a su bajo factor de disipación no pueden soldarse por alta frecuencia.
Ventajas del POM:
-Poco cambio de intensidad de impacto en la temperatura de -40ºC a 110ºC
-Alta rigidez y resistencia mecánica
-Buena resistencia a la fatiga
-Poca influencia para la performance mecánica por la humedad del aire
-Buena estabilidad para el tamaño
-Resistente a la mayoría de agentes orgánicos, alcalinos y ácidos de PH>4. Los homopolímeros y copolímeros son atacados por ácidos fuertes (pH <4) y agentes oxidantes. Ni unos ni otros son solubles en los disolventes orgánicos comunes, combustibles o aceites minerales y apenas se hinchan en ellos.
-Buena antierosión
-Bajo coeficiente de fricción
-Buena anti-curvatura bajo temperaturas altas
-Buena performance eléctrica, poca influencia por la temperatura y humedad del medio ambiente
-Buena resistencia al agua, bacterias y hongos
Especificaciones de tipos de polioximetileno
Ítem
|
M90
|
M270
| |
Índice de fusión g/10min
|
9.0±1.20
|
27.0±3.00
| |
Módulo elástico de estirado Mpa ≥
|
2600
|
2700
| |
Resistencia al estirado Mpa ≥
|
60
|
61
| |
Elongación al rompimiento % ≥
|
40
|
30
| |
Intensidad del impacto
|
Viga de soporte simple, hay brechas KJ/M2 ≥
|
6.0
|
4.5
|
Temperatura de deformación en caliente bajo carga (1.82 MPa)ºC ≥
|
105
|
105
| |
Usos
Los moldeados por inyección de POM han sustituido ampliamente a las piezas metálicas de precisión. Sus aplicaciones en el campo de componentes de baja tolerancia y dimensionalmente estables se encuentran en relojería, tableros, mecanismos de control y conteo, electrónica e ingeniería de precisión.

Debe destacarse la técnica de inyección "outsert", en la que se utilizan placas metálicas pre-taladradas (chasis de reproductores de video, auto-radio o similares) en las que se sobreinyectan simultáneamente hasta 120 componentes funcionales de POM, posicionados con tolerancias de 0,05 mm. Esta técnica ha permitido abaratar los costos de producción de este tipo de conjuntos en un 75%.
 |
| Chasis “outsert” de videograbadora |
Los rodamientos de fricción en POM trabajan sin lubricación, que llevan incorporada, hasta elevados valores de carga y, gracias a la pequeña diferencia entre sus coeficientes de fricción estático y dinámico, se obtiene un bajo par de arranque.
 |
| Sinfín |
Entre las aplicaciones clásicas en los sectores de mecánica general, automoción, aparatos domésticos y sanitario se incluyen ruedas dentadas y otros componentes de transmisión, niveles de combustible y componentes de carburador, componentes de bomba en contacto con agua caliente o fuel, grifos mezcladores, cabezales de ducha, válvulas y otros accesorios diversos.
 |
| Pinza de POM para esmerilados (no rayan el vidrio) |
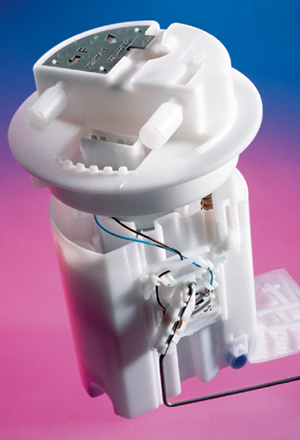 |
| Surtidor de carburante (motores) |
 |
| Cadena plástica |
 |
| Roldadas multidireccionales |
Otras aplicaciones comprenden ganchos, tornillos, piezas de cerradura, contenedores para aerosoles, mecanismos de máquinas de fruta y equipos deportivos y de oficina.
 |
| Respaldos de asientos |
Las aleaciones con elastómeros, cuya resistencia al impacto se multiplica por diez y su elevada resistencia a la abrasión, se utilizan para ruedas de cadena sujetas al impacto, carcasas con cierres elásticos, bisagras de película, fijaciones en vehículos y en esquíes y cremalleras de trabajo pesado.
 |
| Mangos de cuchillos |


Piezas de juguetes
 |
| Las ruedas traseras de este cartin están hechas de POM |
 |
| Conector T para aire comprimido |
Fuentes:
Polymer principles of polymerization (wiley-4th ed-2004)
www.wikipedia.org
www.druginchina.com
www.interempresas.net
www.basf.com
hola, estoy buscando conectores para cuerda y cable
ResponderEliminarBuen día, tengo una pregunta y espero me puedan ayudar.
ResponderEliminar¿Cual sería la mejor opción para colocar el canal de inyección para un tornillo recto (en el diámetro exterior) y con un vaciado interno.?
Gracias por su atención
Hola Uriel. A qué te refieres con vaciado interno?
EliminarHOLA COMO ESTAN ME INTERESA SABER SI USTEDES FABRICAN O PRODUCEN ESTE MATERIAL COMO MATERIA PRIMA PARA LA INDUSTRIA Y SI LO VENDEN COMO HAGO PARA COMPRARLES, YA QUE ME INTERESA BASTANTE ESTE POM
ResponderEliminarHola Luis. No comercializo POM. La empresa DuPont comercializa este material bajo la marca comercial Derlin
EliminarSaludos
Este comentario ha sido eliminado por el autor.
EliminarBuena tarde. ¿Cuál polímero sería apropiado para fabricar un rotor de ventilador convencional? Gracias.
ResponderEliminarHola María. Comúnmente por su funcionamiento, los rotores deben ser metálicos. Salvo que te refieras a una parte puntual asociada al rotor que pueda ser de plástico.
EliminarSaludos
Hola. Me llamo Javier, y quisiera saber cual seria los parametros de inyeccion sobre todo en las temperaturas ya que la primera vez que inyecte se me paso de temperarura y salia muchos gases imposible de respirar. Y por que la piezaz me salian con manchas negras. Gracias
ResponderEliminarHola Javier. Debes solicitar los parámetros de inyección a tu proveedor. Pueden variar dependiendo del grado de POM utilizado
EliminarSaludos
Proba trabajando entre 185 y descendente en la zona 2,3 y 4 del horno bajandolo a 160 en la 5ta zona,más o menos así lo trabajo yo y me funciona
EliminarQUE TIPO DE POLIMERO ESTAN EMPLEADAS EN EL PLANCHA DE CABELLO
ResponderEliminarPuede variar dependiendo de la marca y modelo. Puede ser un recubrimiento de teflón en la placa calefactora, pero también se emplea cerámico, turmalina o titanio. Algunas planchas traen un recubrimiento de silicona. El mango puede ser de PC, PBT, ABS o mezcla de estos
EliminarSaludos
Hola mariano,necesito saber si para inyectar resina acetal es necesario trabajar con un molde o matriz calefaccionado o refrigerado...cual es la mejor opcion ??
ResponderEliminarHola mariano,necesito saber si para inyectar resina acetal es necesario trabajar con un molde o matriz calefaccionado o refrigerado...cual es la mejor opcion ??
ResponderEliminarHola Luis. Lo ideal sería contar con un atemperador del molde. Conviene mantener la temperatura del molde en aproximadamente 80-100ºC para mejorar la estabilidad dimensional de la pieza y sus propiedades. Pero si no es requerida una alta precisión se podría bajar más la temperatura. También existen grados de POM que permiten menores temperaturas del molde.
EliminarSaludos
Gracias Mariano
ResponderEliminarBUENAS TARDES , NECESITO SABER SI EL POLIACETAL NECESITA PRESECADO ANTES DE INYECTAR Y A QUE TEMPERATURA SE PRESECA ????
ResponderEliminarGRACIAS
Hola Jackeling. Generalmente no requiere presecado. Sin embargo en algunos casos es recomendable. Por ejemplo si el contenedor de la resina estuvo abierto mucho tiempo o días de mucha humedad. La temperatura de secado puede variar dependiendo del grado de acetal. Un grado estándar de Delrin se seca a 80ºC
Eliminarhttp://www.totalresin.com/product/product/delrin_process.pdf
Saludos
Estimado Mariano:
ResponderEliminarEstoy intentando pintar piezas de acetal extruido despues de maquinarlas. Uso colorante textil para pigmentar en color rojo, naranja y amarillo, pero no logro los colores azul, verde, negro y cafe. Mi duda es ¿si existe algun disolvente con el cual pueda opacar la superficie (como cuando entra en contacto thinner con acrilico o policarbonato) y lograr entintar en estos colores?
Saludos!
Hola. Puede tener que ver con la solubilidad que presenta cada pigmento, el hecho de que algunos colores penetren mejor en el material plástico. Tal vez se debería probar disolver el tinte en algún solvente orgánico, pero esto podría dañar las propiedades mecánicas del plástico. Deberías consultar al fabricante del colorante textil y al proveedor del acetal
Eliminarhttp://www.dupont.com/content/dam/dupont/products-and-services/plastics-polymers-and-resins/thermoplastics/documents/Delrin/Delrin%20Design%20Guide%20Mod%203.pdf
También dependiendo de la composición del acetal, los colores oscuros pueden ser difíciles de lograr. En el caso del negro, se debería optar por un acetal ya coloreado
Saludos
buen texto gracias
ResponderEliminarBuenas tardes
ResponderEliminarAgradecere si alguna persona me pudiera informar la clasificacion arancelaria aduanera de esto termoplastico
Saludos cordiales
Hola. Te podés fijar en la siguiente guía...
Eliminarhttp://www.ieralpyme.org/noticias/guia-clasificacion-arancelaria-496.html
Hola,
ResponderEliminarEstoy interesado en utilizar este tipo de material para inyectar ruedas para desplazarse por carril de aluminio extrusionado.
Alguién tiene información acerca de si las características técnicas podrían funcionar.
Tenemos en mente el Ultraform N2310 P Q 600 de BASF, pero podríamos probar cualquier otro tipo de POM que nos garantice buenas propiedades mecánicas a la resistencia al desgaste entre temperaturas de 90 a -30ºC.
Actualmente trabajamos con PA6 y PA66 pero creemos que Podemos tener una majora al pasar a POM.
Gracias de antemano,
Hola Eduardo. En muchas aplicaciones el POM puede reemplazar al nylon. Podrías comparar las especificaciones técnicas del POM con las poliamidas que estás utilizando. Esto te podrá dar indicios del comportamiento del material en la misma aplicación. Siguiendo con el mismo criterio, podés buscar las hojas de datos de los demás fabricantes/proveedores de POM (Dupont, Hoechst/Celanese, Sabic, Quadrant, Polyplastics, PolyOne, etc.)
EliminarSaludos
Gracias Mariano,
EliminarEstuvimos valorando las opción de Dupont, pero finalmente lo moveremos con Basf.
Las características técnicas de este producto nos parecieron interesantes al menos para realizar pruebas.
Hemos finalmente pedido este material y vamos a utilizar la técnica empírica y un ensayo comparativo de materiales en el que compararemos desgaste, ruído a iguales condiciones de peso, cadencia y en el mismo sistema.
Saludos,
De todas formas, gracias por tu comentario.
De nada. Saludos
EliminarHola soy Rubén quisiera saber si la reciba acetalica sirve para buje de torno antiguo trabaja a no más de 600 vueltas y con una gota de aceite
ResponderEliminarHola Rubén. Podrías probar un POM modificado con disulfuro de molibdeno
EliminarHola, necesitaría saber que tipo de aditivo se le aplica a un POM para que tenga resistencia UV y en qué proporciones se utiliza y por ende que protección se logra. Gracias!!
ResponderEliminarHola Diego. Existen diferentes tipos de estabilizadores UV. Benzofenonas y benzotriasoles actúan absorbiendo la luz UV. Y aminas impedidas actúan protegiendo de la oxidación. Se pueden emplear en combinación para una mayor protección del material. Generalmente se agregan en niveles de 500 a 1200 ppm
EliminarPigmentos como negro de humo y dióxido de titanio ayudan a proteger al polímero de la degradación UV.
Muchas gracias por la respuesta, me va a ser muy útil. Existe la posibilidad de medir dicha protección? es decir, que dosis de radiacion UV soportaría el material de acuerdo los niveles de aditivo que se le agreguen? Gracias!
EliminarExisten cámaras de envejecimiento acelerado que permite conocer el comportamiento del plástico al estar sometido a la luz UV. Existen ensayos normalizados como ASTM D1435. Igualmente los proveedores de aditivos normalmente te pueden indicar la durabilidad estimada con el uso de diferentes cantidades su producto
EliminarBuenísimo! Conoces algún proveedor que nos pueda asesorar? Le he escrito a algunos y no me han ayudado. Muchas gracias!
ResponderEliminarBueno, no sé de dónde sos pero la empresa Clariant tiene oficinas en varios países
EliminarHola buena tarde que dimensiones debe tener las salidas de gases en un molde para inyectar pom?
EliminarHola Israel. La ventilación recomendada puede variar dependiendo del grado de resina. Lo más recomendable es consultar al proveedor del material. Te podés fijar en la siguiente guía…
Eliminarhttps://www.distrupol.com/Delrin_Molding_Guide.pdf
Hola.
ResponderEliminarDeseo saber cómo se llama el pegante o adhesivo para unir piezas de acetal. Elaboré una máquina y deseo mantener la integridad de la estructura.Saludos
Hola. Una buena opción para el pegado de acetal es un adhesivo epoxi como araldite o similar. También es posible soldarlo por calor, ultrasonido y fricción
EliminarCuál es el % de contracción del POM a tener en cuenta para el moldeo por inyección
ResponderEliminarHola. Alrededor de 2-2.5%, pero puede variar dependiendo de la composición (contenido de carga y refuerzos). Es recomendable solicitar la información al proveedor de la resina
EliminarMe intereza saber si el POM puede repararse con otro polimero afin
ResponderEliminarHola. Bueno, dependerá el tipo de reparación que se desee realizar. Si es para soldado, conviene utilizar el mismo polímero con el fin de evitar problemas de incompatibilidad. Si es por pegado, se puede utilizar un adhesivo epoxi
EliminarBuenos dias:
ResponderEliminarEstoy buscando este material en Mexico, me podrian ayudar indicandome en donde lo puedo conseguir aqui en Mexico o si tiene algun otro nombre comercial?
Gracias.
Mauricio Gutierrez
Hola Mauricio. La marca más conocida es Delrin. En la siguiente página hay proveedores...
Eliminarhttps://www.plastico.com/guia-de-proveedores/Acetal+3900500
Ok Muchas gracias por la informacion
EliminarSE PUEDE UTILIZAR PARA REALIZAR PROTESIS PARCIALES REMOVIBLES
ResponderEliminarpregunta
Hola. Se fabrican prótesis con POM
EliminarHola buenas tardes, soy Gabriel de Beta Plásticos, la pieza hecha con acetal, una vez inyectada, se humecta para lograr estabilidad dimensional ?
ResponderEliminarSaludos.
Hola Gabriel. Si bien el POM no absorbe mucha agua, puede llegar a sufrir cierta variación dimensional dependiendo de la absorción de pequeñas cantidades de humedad y de la temperatura del ambiente. Estas variaciones dimensionales son pequeñas y dependen de la composición del material. Normalmente no se humecta la pieza inyectada, sino que va a ir absorbiendo humedad del ambiente hasta alcanzan un equilibrio. El POM también puede sufrir una alta postcontracción si el molde está muy frío
EliminarSaludos
Hola, Buena tarde, con que materiales se puede mezclar el POM Reciclado en inyección
ResponderEliminarHola Rene. Salvo algunas excepciones, la mayoría de los polímeros son incompatibles entre sí, resultando en malas propiedades mecánicas. Por lo que no conviene mezclarlos. Si se desea mezclar el POM con otro plástico se podría usar un compatibilizante. Por ejemplo, en mezclas de POM y PP puede utilizarse EVOH como agente de compatibilización. También se puede incluir un copolímero de polipropileno con ácido itacónico. Para una buena homogenización se debería primeramente realizar una extrusión
EliminarHola Mariano. disculpa la molestia tengo una pregunta, donde trabajo hemos estado haciendo inyección de POM para unos engranes, el detalle es que las dimensiones paralelas al flujo de inyección nos dan exactas, pero las dimensiones perpendiculares al flujo están teniendo una contracción considerable llegando al punto donde genera un ángulo de salida en los dientes del engrane a pesar de que las cavidades no tienen ángulo.
ResponderEliminar¿Podrías darme alguna sugerencia?
De antemano muchas gracias por tu tiempo, saludos.
Hola Mario. La contracción depende en gran medida de la geometría de la pieza y del patrón de flujo de la resina. Esto debe ser tenido en cuenta en el diseño del molde. La contracción también puede variar dependiendo del grado de POM utilizado. Parámetros de procesamiento tales como presión de mantenimiento y temperatura son otros factores que tendrán influencia en la contracción. Procura utilizar el mismo grado de POM para el cual fue diseñado el molde. También puedes probar aumentar el tiempo de la presión de mantenimiento
Eliminar